电池极片压轧方法及其多级轧辊机文献

 轧辊中的残余奥氏体及处理方法-万方
轧辊中的残余奥氏体及处理方法-万方
轧辊中的残余奥氏体及处理方法-万方
轧辊中的残余奥氏体及处理方法 作者: 马东良, 马振义, 马东辉, 张文英, 梁红星, Ma Dongliang , Ma Zhenyi, Ma Donghui, Zhang Wenying, Liang Hongxing 作者单位: 马东良,Ma Dongliang(中钢集团邢台机械轧辊有限公司技术中心,河北,054025) , 马振义 ,张文英,Ma Zhenyi,Zhang Wenying(中建八局第一建设有限公司,山东,250100) , 马东辉 ,Ma Donghui(长沙建筑工程学校,湖南,410004) , 梁红星,Liang Hongxing(山东墨龙石油机 械股份有限公司,山东,262703) 刊名: 大型铸锻件 英文刊名: HEAVY CASTING AND FORGING 年,卷(期): 2009,""(2) 被引用次数: 0次 参考文献(8条) 1.李秀芬 冷轧
 钢球轧机轧辊的调整.
钢球轧机轧辊的调整.
钢球轧机轧辊的调整.
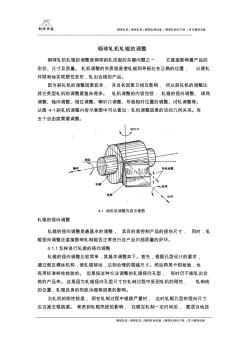
钢球轧机 |钢球轧机 |钢球轧制设备 | 钢球轧制生产线 | 百川钢球设备 ------------------------------------------------------------------------------------------------------------------------------------------ 钢球轧机 |钢球轧机 |钢球轧制设备 |钢球轧制生产线 |百川钢球设备 钢球轧机轧辊的调整 钢球轧机轧辊的调整是钢球斜轧成型的关键问题之一, 它直接影响着产品的 形状、尺寸及质量。 轧机调整的实质就是使轧辊和导板处在正确的位置, 以便轧 件顺利地实现塑性变形,轧出合格的产品。 因为斜轧机的调整因素较多, 并且各因素又相互影响, 所以斜轧机的调整比 其它类型轧机的调整要复杂得多。 轧机调整的内容包括: 轧辊的径向调整、 倾角 调整、轴向调整、


