带多功能焊接机头操作机文献

 自动焊接机操作规程
自动焊接机操作规程
自动焊接机操作规程
1 自动焊接机安全操作保养规程 一、操作者必须持电焊操作证上岗。 二、启动前的准备工作 (一)工作场所必须保持空气流通,防止由于工作气体 的使用而造成用户缺氧。 (二)不可在工作场所堆放易燃物品,以防发生火灾。 (三)检查焊机外壳是否接地,电缆是否破损。 (四)检查焊机各接线点是否松动,是否有因接触不良 而烧损的设备。 (五)确认保护气是否有气,管路是否漏气。 三、设备运行及相关操作 (一)按要求安装好电加热式气体减压器 (二)使用前必须先预热 5-10 分钟; (三)缓缓将气瓶上的阀门打开(速度约 5度 /秒),这 时可观察到压力表的指针慢慢抬起,然后停在合适的刻度 上。 (四)闭合设备电气箱空气开关对设备上电,检查电气 箱和机身是否漏电(发现漏电须排除后进行下一步操作) 。 (五)检查电气箱侧面指示灯是否正常,发现异常须排 2 除后进行下一步操作。 (六)检查减速箱是否加注润滑油,
 pe管材焊接机操作施工图示
pe管材焊接机操作施工图示
pe管材焊接机操作施工图示
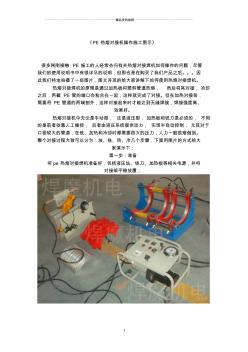
⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯精品资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 《PE 热熔对接机操作施工图示》 很多刚刚接触 PE 施工的人经常会问有关热熔对接焊机如何操作的问题,尽管 我们的使用说明书中有很详尽的说明,但那也是在购买了我们产品之后。。。因 此我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机。 热熔对接焊机的原理是通过加热板将塑料管道热熔, 然后将其对接,冷却 之后,两截 PE 管的端口会粘合在一起,这样就完成了对接。但在加热对接前, 需要将 PE 管道的两端刨齐,这样对接起来时才能达到无缝焊接,焊接强度高、 效果好。 热熔对接机中无论是手动型, 还是液压型, 加热板和铣刀是必须的, 不同 的是前者依靠人工操控, 后者由液压系统提供动力, 实现半自动控制, 尤其对于 口径较大的管道,在铣、加热和冷却时都需要很大的压力,人力一般很难


