等强度焊缝文献

 焊缝强度计算表格
焊缝强度计算表格
焊缝强度计算表格
组别 上限 下限 上限 下限 上限 下限 上限 下限 上限 下限 第一组 0 40 0 15 0 20 0 16 0 16 第二组 41 100 16 20 21 40 17 25 17 25 第三组 21 41 50 26 36 26 36 第四组 51 100 37 50 37 50 第五组 51 100 38.58 0 20 15 21 40 #REF! 41 50 4 51 100 第一组 截面形状 圆钢 等级 钢号 组别 方钢 HPB235 第一组 215 125 325 扁钢 HRB335 第二组 205 120 325 角钢 HRB400 第三组 200 115 325 工字钢 RRB400 第四组 190 110 325 槽钢 第五组 钢板 选项 : 当前选项 : 1 215 125 325 7 第一组 315 185 445 第二组 300 175 425 层数 第三组
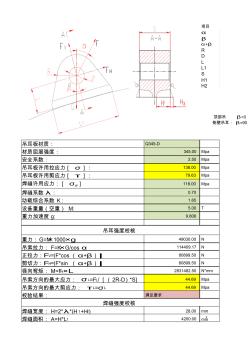 通用吊耳强度计算及焊缝校核
通用吊耳强度计算及焊缝校核
通用吊耳强度计算及焊缝校核
项目 α β α+β R D L L1 S H1 H2 吊耳板材质: Q345-D 材质屈服强度: 345.00 Mpa 安全系数: 2.50 Mpa 吊耳板许用拉应力[ σ]: 138.00 Mpa 吊耳板许用剪应力[ τ]: 79.63 Mpa 焊缝许用应力:[ σw] 118.00 Mpa 焊缝系数 λ: 0.70 动载综合系数 K: 1.65 设备重量(空重) M: 5.00 T 重力加速度 g: 9.806 重力:G=M×1000×g 49030.00 N 吊索拉力: F=K×G/cos α 114409.17 N 正拉力:FV=|F*cos (α+β)| 80899.50 N 剪切力:FH=|F*sin (α+β)| 80899.50 N 径向弯矩: M=FH×L 2831482.50 N*mm 吊索方向的最大应力: σ L=FL/[(2R-D)*S] 44.69 Mpa 吊索