等强度焊缝焊缝设计文献

 T形接头组合焊缝及角焊缝焊脚K的选取
T形接头组合焊缝及角焊缝焊脚K的选取
T形接头组合焊缝及角焊缝焊脚K的选取
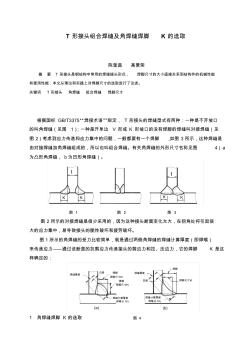
T 形接头组合焊缝及角焊缝焊脚 K 的选取 陈奎昌 高景荣 摘 要 T 形接头是钢结构中常用的焊接接头形式, 焊脚尺寸的大小直接关系到结构件的机械性能 和使用性能,本文从理论和实践上对焊脚尺寸的选取进行了论述。 关键词 T 形接头 角焊缝 组合焊缝 焊脚尺寸 根据国标 GB/T3375“焊接术语”规定, T 形接头的焊缝型式有两种:一种是不开坡口 的叫角焊缝(见图 1);一种是开单边 V 形或 K 形坡口的没有焊脚的焊缝叫对接焊缝(见 图 2)考虑到应力传递和应力集中的问题,一般都要有一个焊脚 ,如图 3所示,这种焊缝是 由对接焊缝加角焊缝组成的,所以也叫组合焊缝。有关角焊缝的外形尺寸名称见图 4(a 为凸形角焊缝, b为凹形角焊缝)。 图 1 图 2 图 3 图 2所示的对接焊缝是很少采用的,因为这种接头断面变化太大,在拐角处将引起很 大的应力集中,易导致接头的脆性破坏和疲劳破坏。 图
