选择特殊符号
选择搜索类型
请输入搜索
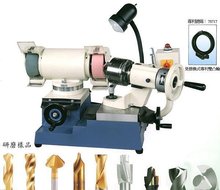
工作台纵向行程 | 130mm |
工作台横向行程 | 135mm |
磨头旋转角度 | 360° |
钻头前端角 | 90°-180° |
砂轮尺寸 | 125×50×31.75mm |
砂轮转速 | 2800RPM |
功率,电压 | 3/4HP 110v 220v 380v |
净重/毛重 | 95kgs/120kgs |
包装尺寸 | 820×550×670mm |
■研磨能力:ф3mm~ф32mm(直柄和斜柄)马达可360°旋转且两边可同时装置砂轮,
■当研磨不同材质的刀具时,只要旋转马达,即可再开始研磨,可增加安全性及减少砂轮拆
换及修整的时间。
■研磨的刀具种类:钻头、阶屑钻头、螺丝攻、端铣刀前端,圆棒等刀具。
■采用特殊精密4″六爪夹头,一次夹持即可研磨两面钻刃及做钻腹削薄,不会偏心,并可确
保中心点准确性。
■研磨快速且精确,使用简单,一般人可快速学得操作方法。
多功能刀具磨床VC-32N,可以修磨钻头、丝攻和铣刀等。
(a) 加工范围工件直径 φ20~φ150mm工件厚度 3~60mm(b) 主要参数砂轮规格 φ500X55Xφ20mm(有效厚度45mm)主轴转速 938r/min送料速度(无级) 3~12m/mi...
您好,这款有不锈钢的,还有陶瓷的,还有套装,也有单个卖的,不同的材质,价格不一样哦,如果套装的不锈刚话,含有菜刀,水果刀,剪刀等,一共才128元,如果是陶瓷的整套价格在90元左右,当然,如果单个购买,...
您好,这款有不锈钢的,还有陶瓷的,还有套装,也有单个卖的,不同的材质,价格不一样哦,如果套装的不锈刚话,含有菜刀,水果刀,剪刀等,一共才128元,如果是陶瓷的整套价格在90元左右,当然,如果单个购买,...

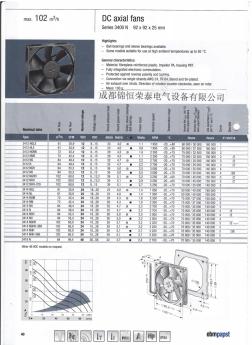 德国EBM直流风机3412N技术参数
德国EBM直流风机3412N技术参数
德国EBM直流风机3412N技术参数
德国EBM直流风机3412N技术参数
 CPVC技术参数
CPVC技术参数
CPVC技术参数
CPVC 技术参数 1,系统选材介绍: CPVC 由特殊的热塑料原料 -氯化聚氯乙烯 (Chlornated Polyvinyl Chloride/CPVC) 制成。 CPVC 可确保其原料生产的管道长期保持良好的刚性。连接方式为粘接。 CPVC 管道遵循 “GB/T18993-2003 《冷热水用氯化聚氯乙烯管道系统》 标准”及“ GB/T18998-2003《工业用氯化聚氯乙烯( PVC-C)管道系统》标准”生产。管 道及配件公称直径从 20mm 至300mm。 2,管道使用温度及连接方式: CPVC 的最高工作温度 95。C;最高扭曲温度为 115。C; CPVC 管道材质之间的连接方式应采用粘接,且连接用胶水应为 CPVC 生产商指定 品牌之胶水; CPVC 与其它设备如:金属管道、阀门、水嘴、水表、热水器、等设备连接时,可 采 用CPVC 专有内、外丝配件连接,或 CPVC 法兰
■研磨能力:ф3mm~ф32mm(直柄和斜柄)马达可360°旋转且两边可同时装置砂轮,
■当研磨不同材质的刀具时,只要旋转马达,即可再开始研磨,可增加安全性及减少砂轮拆
换及修整的时间。
■研磨的刀具种类:钻头、阶屑钻头、螺丝攻、端铣刀前端,圆棒等刀具。
■采用特殊精密4″六爪夹头,一次夹持即可研磨两面钻刃及做钻腹削薄,不会偏心,并可确
保中心点准确性。
■研磨快速且精确,使用简单,一般人可快速学得操作方法。
PP-32N 多功能刀具磨床适用于修磨各种规格的钻头、阶梯钻、螺丝攻、端铣刀前端等刀具。还可修磨圆棒。
研磨能力:ф3mm~ф32mm(直柄和斜柄钻头、丝攻,斜柄最大可修磨至76mm)马达可360°旋转且两边可同时装置砂轮。
在使用机器前一定要仔细阅读使用说明书,按装箱单清点物品并进行正确地安装、调试。对安全事项、机器性能、保养、产品附件及易损件等均要熟知。在以后的产品使用过程中同样也会用到使用说明书。因此必须妥善加以保管。
1、安全预防措施应让持有电工操作证的专业人员进行电器安装或维修。
2、开机前检查电机铭牌上的电压和频率是否和电源一致。
3、机床电源插头、插座上的各触脚应紧固可靠,无松动或接触不良现象。
4、不要滥用电线,不要用力猛拉插座上的电源线,电线应远离高温、油腻、尖锐边缘的地方。
5、当发生故障或有不正常声响应立即关上机床前面的控制开关,然后进行检查修理。
6、不要让机床在无人情况下运转,一定要在关机后,停止运转才能离开。
7、保持工作场地的干净整洁,不要在潮湿、杂乱、微弱光线、易燃易爆的地方使用机床。让儿童或参观者远离机床,避免各种不安全因素发生。
8、机床不能超过最大切削能力,避免各种不安全因素发生。
9、不要穿宽松衣服或戴首饰、手套,长发应用发夹固定后再戴上帽子,防止被机器卷入的危险。
10、工作时工件应紧固可靠,切勿手持工件,这样双手可用来操纵机器。
11、不要在你疲劳或服用酒精、麻醉剂的情况下操作机器。
12、当机床上的零件,附件损坏,请不要任意代用,应采用相同性能的对应零件,若采用本单位的最佳。
1、在开动机床前,在机床各润滑点加油,并检查机床各处锁紧机构锁紧是否可靠,机床电气是否正常。
2、工作完后,应清除机床上的尘粒,并在未涂漆的表面上涂上机油以防止生锈。