一、CO2气体保护焊控制板类别
CO2气体保护焊逆变式气体保护焊控制板;可控硅式气体保护焊控制板,抽头式气体保护焊控制板。
CO2气体保护焊逆变式
1、NB-250
2、NB-250F
3、NB-350
4、NB-500
5、NB-630
CO2气体保护焊可控硅、抽头式
可控硅式
1、NB-350K
2、NB-500K
3、NB-600KH
抽头式
1、NBC-300
2、NBC-500
-

选择特殊符号
选择搜索类型
请输入搜索
一、CO2气体保护焊特点
CO2电弧焊一种高效率焊接方法,以CO2气体作保护气体,依靠焊丝与焊件之间的电弧来熔化金属的气体保护焊的方法称CO2焊,这种焊接法都采用焊丝自动送丝,敷化金属量大,生产效率高,质量稳定。
一、CO2气体保护焊控制板类别
CO2气体保护焊逆变式气体保护焊控制板;可控硅式气体保护焊控制板,抽头式气体保护焊控制板。
CO2气体保护焊逆变式
1、NB-250
2、NB-250F
3、NB-350
4、NB-500
5、NB-630
CO2气体保护焊可控硅、抽头式
可控硅式
1、NB-350K
2、NB-500K
3、NB-600KH
抽头式
1、NBC-300
2、NBC-500
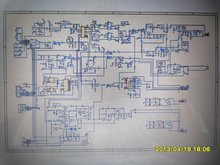
一、CO2气体保护焊逆变式电路控制原理
采用IGBT软开关逆变技术上海济光电子。工频三相380V电源输入整流、滤波后通过IGBT逆变为中频交流,经中频变压器降压、整流、滤波后输出适合于焊接的直流电,然后接入送丝机、焊枪输出。通过灵敏的反馈电路来控制焊机的动态响应速度;控制电路对整机进行闭环控制,使焊接电源具有良好的抗电网波动能力,焊接性能优异;通过逆变减小了焊机的体积和重量,提高焊接性能。
软开关原理
软开关在全桥逆变的基础上设置超前臂、滞后臂,由吸收电路、谐振隔直电容、谐振电感、主变压器、换向电感、检流板、驱动电路构成软开关电路,电路和驱动波形。
二、CO2气体保护焊逆变式电路控制维修
逆变式CO2气体保护焊上海济光电子有限公司主控板维修
★济光控制板调节W1使P7对地为8V(送丝机上电流给定调到最大位置)。
★济光控制板调节W2使P8对地为8V(送丝机上电压给定调到最大位置)。
★济光控制板调节W3使CN3-4、5对CN3-6、7地为27V(按住点动开关)。
★济光控制板W4消球参数,维修不需要调节。
★济光控制板W5电压反馈调节,维修不需要调节。
★济光控制板调节W6使IC21-1对地为0V(焊枪闭合或开关处于"检丝"状态)。
★W7调节输出电压显示(焊枪闭合或开关处于"检丝"状态)。
★济光控制板W8调节预选电压显示(焊枪不闭合且开关处于"焊接"状态)。
★济光控制板W9调节预选电流显示(焊枪不闭合且开关处于"焊接"状态)。
★济光控制板W10调节输出电流显示(焊枪闭合或开关处于"检丝"状态)。
★济光控制板W11 L曲线调节,维修不具备条件,不需要调节。
逆变式CO2气体保护焊驱动板维修
济光驱动板上功能正常具备条件:
①、控制板上的散热器不能有明显发烫等异常现象,而且所有插座接触良好。
②、在断开主电路只给控制电路通电前提下,焊枪闭合或开关处于"检丝"状态,主板P3-7对P3-6应有4V-4.5V的电压;
③、驱动波形正常。
三、 气保焊可控硅式主控板设计
NB-350K
NB-500K
NB-600KH
济光电子可控硅式主板具用到集成电路控制;具有焊丝直径选择,实芯焊丝切换功能;具有简易一元化功能,且有较强的网压补偿功能;有FTT、SOL自锁收弧等多种功能;采用高电压、慢送丝引弧方式;适用于双飞星型电路。
四、气保焊抽头式主控板设计
抽头式气保焊系列上海济光电子控制板NBC-2系列,具有电焊时间,间歇时间控制电路;送丝稳,制动及时。
进口的松下,恨曰本鬼就用美国林肯都是一流焊机,我比较支持国产,沪工,通用都还可以,米多的话进口耐用,这些直流焊机体质重量功耗都小,焊接电流稳定,气泡飞溅少,如果是余业的就用交流小型焊机,铝线绕制的20...
第一:是选择进口的电焊机还是国产的电焊机.第二:是焊接什么用,比如:管道焊接.第三:用多大的焊条第四:是在野外用还是在有市电情况下用.银威BX6-250。输入16KVA,价格400元。焊把线10米*1...
当然是沪工焊机质量好啦,在安徽鸿路钢结构集团有上千台在使用,凯尔达没见。
CO2电弧焊接在我国的造船、机车、汽车制造、石油化工、工程机械、农业机械行业中。