电火花涂覆文献

 电火花操作规程
电火花操作规程
电火花操作规程
电火花成型机床安全操作规程 1. 开机操作前,要穿好工作服,做好操作准备工作。 2. 电火花机床必须在专人指导下进行操作,不允许未经许可自行操作。 3. 在放电加工前, 应仔细安装好工件, 找正工具电极和工件的相对位置。 4. 电火花成型机床工作液为易燃煤油,必须配备干粉灭火器,以防运行 中发生火灾,并且操作者操作前必须掌握干粉灭火器的使用方法。 5. 工作油箱中的工作液面高度必须高出被加工工件 50mm以上,以防止 工作液着火燃烧。 6. 在放电加工过程中,严禁手或身体各部位触摸卡头和电极线。 7. 在操作过程中如发生意外,首先要按下操作面板上的红色急停按扭, 再拔下插头,检查事故原因, 待排除故障后再开机, 启动时间间隔不得小 于 50秒。 8. 操作过程中,进行移动操作时要特别小心,必须确认移动行程中没有 阻挡物,以防撞坏电极和工件,或造成移动轴伺服过载甚至损坏机床。 9. 火花成形
 电火花测试报告 (2)
电火花测试报告 (2)
电火花测试报告 (2)
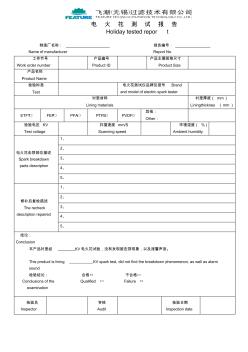
电 火 花 测 试 报 告 Holiday tested repor t 制造厂名称: 报告编号: Name of manufacturer Report No. 工作令号 Work order number 产品编号 Product ID 产品主要规格尺寸 Product Size 产品名称 Product Name 检验标准 Test 电火花测试仪品牌及型号 Brand and model of electric spark tester 衬里材料 Lining materials 衬里厚度( mm) Liningthicknes (mm) ETFT□ FEP□ PFA□ PTFE□ PVDF□ 其他: Other: 检验电压 KV Test voltage 扫描速度 mm/S Scanning speed 环境湿度( %) Ambient humidity 电火花击穿部位