电渣压焊文献

 钢筋电渣压力焊气压焊质量检验记录表
钢筋电渣压力焊气压焊质量检验记录表
钢筋电渣压力焊气压焊质量检验记录表
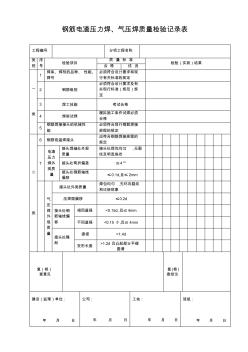
钢筋电渣压力焊、气压焊质量检验记录表 工程编号 分项工程名称 类 别 序 号 检验项目 质 量 标 准 检验(实测)结果 合 格 优 良 一 类 1 焊条、焊剂的品种、 性能、 牌号 必须符合设计要求和现 行有关标准的规定 2 钢筋级别 必须符合设计要求及有 关现行标准(规范)规 定 3 焊工技能 考试合格 4 焊前试焊 模拟施工条件试焊必须 合格 5 钢筋焊接接头的机械性 能 必须符合现行钢筋焊接 规程的规定 二 类 6 钢筋低温焊接头 应符合钢筋焊接规程的 规定 7 电渣 压力 焊外 观质 量 接头焊缝处外观 质量 接头处焊包均匀 ,无裂 纹及明显烧伤 接头处弯折偏差 ≤4° 接头处钢筋轴线 偏移 ≤0.1d,且≤ 2mm 气 压 焊 外 观 质 量 接头处外测质量 焊包均匀 ,无环向裂纹 和过烧现象 压焊面偏移 ≤0.2d 接头处钢 筋轴线偏 移 相同直径 <0.15d,且≤
 电渣压力焊协议
电渣压力焊协议
电渣压力焊协议
协 议 甲方 : 巨匠建设集团科创·和谐园 16#~20#楼 (以下简称甲方 ) 乙方 : (以下简称乙方 ) 甲方现将 科创·和谐园 16#~20#楼竖向钢筋焊接工程发包给乙方, 经 双方协商达成协议如下: 一﹑劳务管理 职工进场前应持身份证进行登记、造册,进入现场的人员必须佩戴胸卡、戴好安全 帽,每天上下班必须有专人到办公室进行考勤登记,月底将考勤公示。 二﹑承包方式 甲方将科创·和谐园 16#~20#楼所有图纸内的竖向钢筋焊接工程发包给乙方, 甲方 提供钢筋。(其他施工辅材、机械、电源线及施工机具由乙方自理) 。 三﹑进度 甲方应提前十二小时通知乙方, 乙方应按甲方通知准时进场, 晚点超过两个小时 罚款按 500元/次,每次焊接不超过 1000个接头的工程, 总焊接时间不得超过五个小 时,每拖延一小时罚款 200元。(人力不可抗拒因素除外) 。 四、质量 按国家现行规范要求施工,