电渣压焊简介文献

 电渣压力焊连接工艺简介
电渣压力焊连接工艺简介
电渣压力焊连接工艺简介
电渣压力焊连接工艺简介: 1 工作原理 钢筋电渣压力焊是将两钢筋安放成竖向对接形式, 利用焊接电流通过两钢筋间隙, 在焊剂层下形成电 弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成的一种压焊方法。 电渣压力焊的焊接过程包括四个阶段:引弧过程、电弧过程、电渣过程和顶压过程。 焊接开始时,首先在上、下两钢筋端面之间引燃电弧,使电弧周围焊剂熔化形成空穴;随之焊接电弧 在两钢筋之间燃烧,电弧热将两钢筋端部熔化,熔化的金属形成熔池,熔融的焊剂形成熔渣(渣池),覆 盖于熔池之上,此时,随着电弧的燃烧,上、下两钢筋羰部逐渐熔化,将上钢筋不断下送,以保持电弧的 稳定,继续电弧过程;随电弧过程的延续,两钢筋端部熔化量增加,熔池和渣池加深,待达到一定深度时, 加快上钢筋的下送速度,使其端部直接与渣池接触,这时,电弧熄灭而变电弧过程为电渣过程;待电渣过 程产生的电阻热使上、下两钢筋的端部达到全截面均匀
 钢筋电渣压力焊气压焊质量检验记录表
钢筋电渣压力焊气压焊质量检验记录表
钢筋电渣压力焊气压焊质量检验记录表
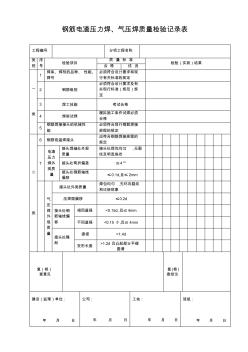
钢筋电渣压力焊、气压焊质量检验记录表 工程编号 分项工程名称 类 别 序 号 检验项目 质 量 标 准 检验(实测)结果 合 格 优 良 一 类 1 焊条、焊剂的品种、 性能、 牌号 必须符合设计要求和现 行有关标准的规定 2 钢筋级别 必须符合设计要求及有 关现行标准(规范)规 定 3 焊工技能 考试合格 4 焊前试焊 模拟施工条件试焊必须 合格 5 钢筋焊接接头的机械性 能 必须符合现行钢筋焊接 规程的规定 二 类 6 钢筋低温焊接头 应符合钢筋焊接规程的 规定 7 电渣 压力 焊外 观质 量 接头焊缝处外观 质量 接头处焊包均匀 ,无裂 纹及明显烧伤 接头处弯折偏差 ≤4° 接头处钢筋轴线 偏移 ≤0.1d,且≤ 2mm 气 压 焊 外 观 质 量 接头处外测质量 焊包均匀 ,无环向裂纹 和过烧现象 压焊面偏移 ≤0.2d 接头处钢 筋轴线偏 移 相同直径 <0.15d,且≤