电缆线离型剂注意事项文献

 移动光缆线路施工注意事项
移动光缆线路施工注意事项
移动光缆线路施工注意事项
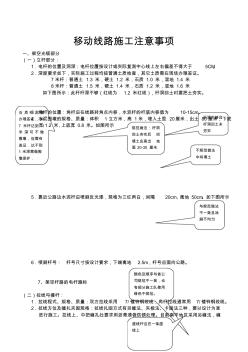
移动线路施工注意事项 一、架空光缆部分 (一)立杆部分: 1.电杆的位置及洞深:电杆位置按设计或实际复测中心线上左右偏差不得大于 5CM。 2.深度要求如下,实际施工过程均按普通土质检查,其它土质需在现场办理签证。 7米杆:普通土 1.3 米,硬土 1.2 米,石质 1.0 米,湿地 1.4 米 8米杆:普通土 1.5 米,硬土 1.4 米,石质 1.2 米,湿地 1.6 米 如下图所示:此杆杆深不够(红线为 1.2 米红线),杆洞回土时要把土夯实。 3.角杆的位置:角杆应在线路转角点内移,水泥杆的杆底内移值为 10-15cm。 4.水泥围墩的规格、质量:体积 1立方米,高 1米,埋入土里 20厘米,出土 80厘米,下底 宽 1.2 米,上底宽 0.8 米。如图所示 5.靠近公路边水泥杆应喷刷反光漆,规格为三红两白,间隔 20cm,离地 50cm。如下图所示 6.喷刷杆号: 杆号尺寸按设计
 电线电缆注意事项
电线电缆注意事项
电线电缆注意事项
电线电缆注意事项 理论上说,电线首先要使用符合标准的铜芯线。绝缘材料要可靠,抗老化损坏。具体 标准宜采用 BVV2×2.5 和 BVV2×1.5 型号的电线。BVV是国家标准代号,为铜质护套线, 2×2.5 和 2×1.5 分别代表 2芯 2.5 平方毫米和 2芯 1.5 平方毫米。一般情况下,2×2.5 做主线、干线, 2×1.5 做单个电器支线、开关线。单相空调专线用 BVV2×4,另配专 用地线。 可是理论和现实是有区别的,现在的假货做的比真货还要真呢。 第一招、购买途径: 在大城市,买到正品其实很容易,直接给厂子里打电话买就好了。 北京直接给昆仑厂打电话, 25的线 168元(大厂的国标线都是足尺的)。买不知名厂 家的电线时,尽量选择大城市电线厂的产品,最好去代理点买,又便宜,又可靠。看 合格证。标准的产品合格证上应标明制造厂名称、地址、售后服务电话、型号、规格 结构、标称截面(即