电器控制与PLC技术基本信息文献

 PLC与继电器控制系统的比较
PLC与继电器控制系统的比较
PLC与继电器控制系统的比较
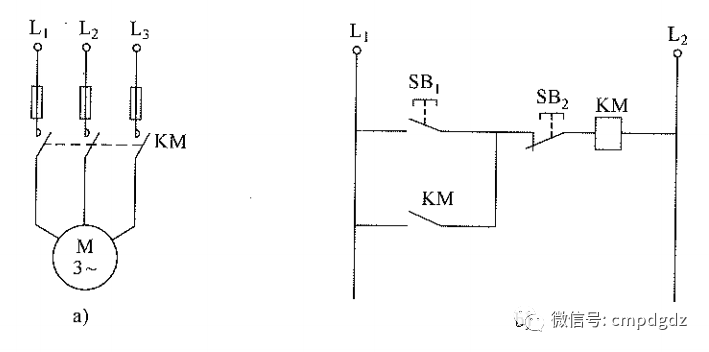
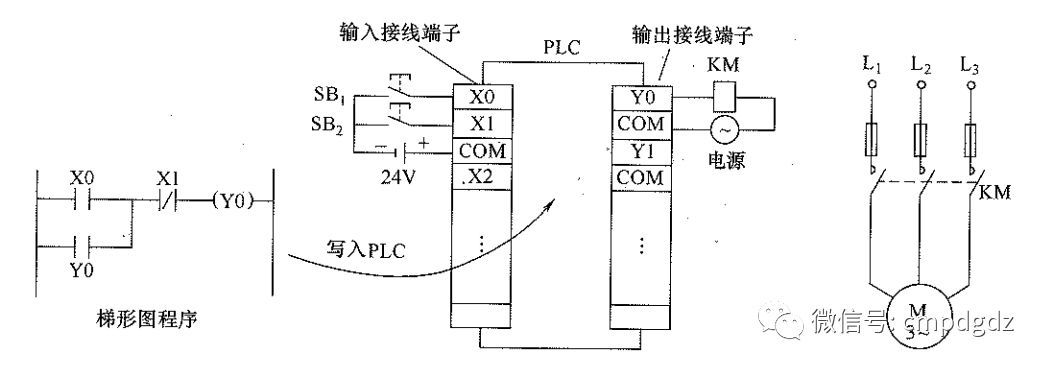
一、 PLC 与继电器控制系统的比较 1 控制方式: 继电器的控制是采用硬件接线实现的,是 利用继电器机械触点的串联或并联极延时继电器的滞后动作等组合形成控制逻辑,只能完成 既定的逻辑控制。 PLC 采用存储逻辑,其控制逻辑是以程序方式存储在内存中,要改变控制 逻辑,只需改变程序即可,称软接线。 2 控制速度 继电器控制逻辑是依靠触点的机械动作 实现控制,工作频率低,毫秒级,机械触点有抖动现象。 PLC 是由程序指令控制半导体电路 来实现控制,速度快,微秒级,严格同步,无抖动。 3 延时控制 继电器控制系统是靠时间 继电器的滞后动作实现延时控制,而时间继电器定时精度不高,受环境影响大,调整时间困 难。 PLC 用半导体集成电路作定时器, 时钟脉冲由晶体振荡器产生, 精度高,调整时间方便, 不受环境影响。 一、 PLC与继电器控制系统的比较 1 控制方式: 继电器的控制是采用硬件
 PLC控制技术在煤矿电器控制中的应用
PLC控制技术在煤矿电器控制中的应用
PLC控制技术在煤矿电器控制中的应用
PLC控制技术在煤矿电器控制中的应用可以让煤矿电器控制水平得到提升,对于煤矿企业的生产经营具有重要作用。本文首先对PLC控制技术的特点进行分析,然后结合实例,对PLC控制技术在煤矿电器控制中的应用方法及应用流程做出研究。