电熔焊埋弧焊文献

 电熔焊接工艺规程
电熔焊接工艺规程
电熔焊接工艺规程
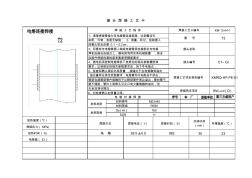
KM-12-04-1 30 23 接 头 焊 接 工 艺 卡 材料材质 材料牌号 材料等级 ME3440 电 熔 环境温度(℃) 焊接压力( MPa) 加热时间( S) 电阻值( Ω) 加热温度(℃) 焊接方法 焊接电压( V) 39.5±0.5 982 5、检查和确认焊后外观质量 ,接缝处不应有熔融料溢出 焊接工艺卡编号 冷却时间 (min) 1、清理焊接管接头及电熔套连接表面,达到整洁无 杂质、污物,表面无缺陷; 2、测量、标记、刮削插入 3、将管材与电熔套插入端或电熔管段连接部位与电熔 4、通电后须控制电熔焊机下表规定的相关参数精度和 电 熔 对 接 焊 接 ,溢边量符合规定范围要求;电熔管件内电阻丝不挤出; 鞍型电熔鞍型管件熔融料不从鞍型管件周边溢出;管材壁不 无呈流淌状情况; 焊 接 工 艺 程 序 材料规格 De(㎜) SDR 160 11 PE80 6、对检