电熔连接定义文献

 HDPE管电熔连接
HDPE管电熔连接
HDPE管电熔连接
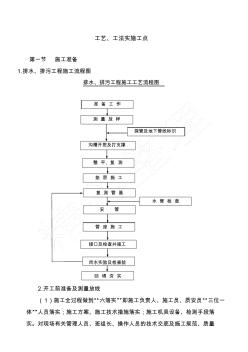
工艺、工法实施工点 第一节 施工准备 1.排水、排污工程施工流程图 排水、排污工程施工工艺流程图 2.开工前准备及测量放线 (1)施工全过程做到“六落实”即施工负责人、施工员、质安员“三位一 体”人员落实;施工方案、施工技术措施落实;施工机具设备、检测手段落 实。对现场有关管理人员、班组长、操作人员的技术交底及施工规范、质量 准 备 工 作 测 量 放 样 探管及地下管线标识 沟槽开挖及打支撑 整 平、复 测 垫 层 施 工 复 测 管 基 水 管 检 查 安 管 管 座 施 工 接口及检查井施工 闭水实验及检查验 回 填 夯 实 验收标准交底落实,各级人员的岗位职责落实,安全质量奖惩制度落实。 (2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况, 并以书面报告的形式提出具体的解决办法,报请监理工程师批准后方可开 工。 (3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置
 PE管电熔连接原则
PE管电熔连接原则
PE管电熔连接原则
PE管电熔连接原则 PE管是以聚乙烯为主要原料 , 加入抗氧化剂、炭黑及着色料等制造 而成 . 其特点是密度小、 比强度高 , 耐低温性能和韧性好 , 脆化温度可达 -80℃ . PE 管塑料可以采用多种方法加工成型 ,制成薄膜、薄板、管材、异 型材等各种产品; 并且便于切割、 粘结和“焊接”加工 .塑料易于着色 , 可制成各种鲜艳的颜色;也可以进行印刷、电镀、印花和压花等加工 , 使得塑料具有丰富的装饰效果 . 大多数塑料对酸、碱、盐等的耐腐蚀性比金属材料和部分无机材料 强 , 特别适合做化工厂的门窗、地面、墙壁等;热塑性塑料可被某些有 机溶剂所溶解 , 热固性塑料则不能被溶解 , 仅可能出现一定的溶胀 . 塑 料对环境水也有很好的抵抗腐蚀能力 , 吸水率较低 , 可广泛用于防水和 防潮工程 . 由于其具有优良的低温性能和韧性 ,能抵抗车辆和机械振动、 冻融作用 及操作