通过对上述难点分析,设计的自动化断续焊接设备,该设备主要由电控装置、离合装置、持枪装置、导向装置、行走车轮、驱动离合装置、焊丝悬挂装置组成,该焊接装备通过车轮上的三维度自动纠偏装置自动纠偏,实现焊枪对不规则焊缝的准确跟踪。通过电气控制系统,控制焊枪的工作状态以及焊缝的间隔长度。由于采用的三维度自动纠偏装置,无论是哪个方向的偏斜,导向装置都能够很快地对焊接进行调整。当遇到角钢的错边,三维度自动纠偏的半轮中采用弹簧连接,导向轮可以自动张开,从而可以顺利地越过障碍,在动力系统的驱动下完成断续焊接,有效解决了上述焊接难题。
其工作原理:在使用时,导向装置上导向轮采用半轴设计,半轴一侧带有弹簧压紧装置,依靠设备的重力,导向轮踏面与角钢上平面配合,轮缘面通过弹簧压紧装置,与角钢两侧面紧紧贴合,使导向轮与角钢形成三面半刚性定位,通过持枪装置调整好焊枪位置,使焊枪对准两侧焊缝,驱动离合装置进行行走离合,在行走装置的驱动下,焊接设备导向轮带动设备沿着角钢上平面与垂直面形成的运动轨迹行进,依靠角钢自身轨迹使焊枪始终对准角钢与腹板之间的焊缝,通过电控系统,根据不同的断续焊接长度,控制持枪装置的抬起(空进)和落下(工作),从而实现断续焊缝的自动焊接 。
机械式三维自动纠偏导向装置的设计
该导向装置采用销轴定位浮动原理,销轴通过轴承实现3 个方向的旋转自由度,通过前后、左右、上下及圆周方向的浮动,能够实现三维空间方向设备运行轨迹发生变化时的焊枪的“浮动”调整。当行走轮子经过高低起伏或焊渣等杂物时,此时焊接设备的起伏就会由纠偏导向装置的“浮动”变化抵消,使焊枪高度不随焊接设备行走过程中的高度变化而变化,始终对准焊缝位置。当需要焊接多条折线形成的“抛物曲线”时,由于导向装置中间销轴旋转自由度,同样可使焊枪始终跟随角钢的线性轨迹变化而变化,从而实现随角钢轨迹的“抛物线”的自动焊接。
驱动装置的设计
由于该设备要通过导向轮与角钢的紧密贴合进行焊缝寻踪,此过程中会产生较大阻力,因此该断续焊接设备需要较大的驱动力和特殊的离合方式,采用了双齿轮啮合方式,即使在较大动力情况下仍能保证齿轮的使用强度。运行离合采用机械杠杆原理,通过左右波动离合手柄,实现齿轮的分离与啮合,方便使用控制。
电器控制系统
控制系统采用时间控制的原理,即按照断续焊接长度和运行速度转化成时间控制,通过电器控制系统可以精确地控制空进与工作时间,按照时间规律自动实现持枪装置的抬起和焊接,从而实现不同焊缝的自动化断续焊接。参数调整采用的是数字化仪表。
持枪机构的设计
为保证双面双位焊接作业的实现,焊枪设计科采用双枪或多枪设计方案,设计的焊枪调整结构。这种持枪机构可以进行空间全位置调整。保证了生产的需要,方便了操作者的使用 。

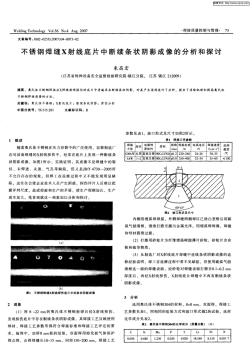 不锈钢焊缝X射线底片中断续条状阴影成像的分析和探讨
不锈钢焊缝X射线底片中断续条状阴影成像的分析和探讨
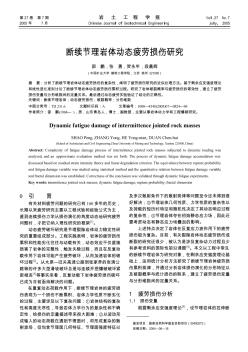 断续节理岩体动态疲劳损伤研究
断续节理岩体动态疲劳损伤研究

