电阻凸焊用的凸点文献

 HRD—125刀熔开关转轴组件电阻凸焊工艺研究
HRD—125刀熔开关转轴组件电阻凸焊工艺研究
HRD—125刀熔开关转轴组件电阻凸焊工艺研究
针对HRD-125刀熔开关转轴组件的电阻凸焊工艺,介绍了电极和凸点的设计及工艺参数,采用电阻凸焊工艺,容易保证焊件精度,提高生产效率及焊接质量稳定性,因而在生产中取得良好效果。
 钢筋电阻点焊
钢筋电阻点焊
钢筋电阻点焊
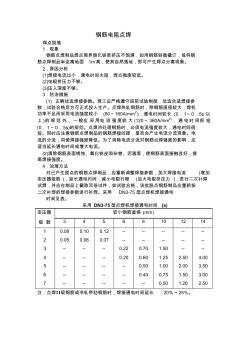
钢筋电阻点焊 焊点脱落 1.现象 钢筋点焊制品焊点周界熔化铁浆挤压不饱满,如用钢筋轻微撬订,或将钢 筋点焊制品举至离地面 1m高,使其自然落地,即可产生焊点分离现象。 2.原因分析 (1)焊接电流过小,通电时间太短,焊点强度较低。 (2)电极挤压力不够。 (3)压入深度不够。 3.防治措施 (1) 正确优选焊接参数。焊工应严格遵守班前试验制度,优选合适焊接参 数,试验合格后方可正式投入生产。点焊热轧钢筋时,除钢筋直径较大,焊机 功率不足而采用电流强度较小 (80~160A/mm2),通电时间较长 (0.1~0.5s 以 上 )的规范外, 一般应 采用电 流强度较 大 (120~ 360A/mm2),通电时间很 短 (0. 1~0.5s)的规范。点焊冷处理钢筋时,必须电流强度较大,通电时间很 短。同时应注意钢筋点焊制品的钢筋焊接间距,是否会产生