ERSA回流炉文献

 潜水回流泵
潜水回流泵
潜水回流泵
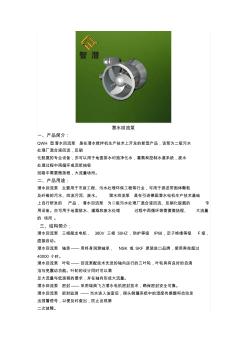
潜水回流泵 一、产品简介: QWH 型潜水回流泵 是在潜水搅拌机生产技术上开发的新型产品,该泵为二级污水 处理厂混合液回流,反硝 化脱氮的专业设备,亦可以用于地面排水时抽净化水,灌溉和控制水道系统,废水 处理过程中再循环或泥浆抽吸 回路中需要微扬程,大流量场所。 二、产品用途: 潜水回流泵 主要用于市政工程、污水处理环保工程等行业,可用于排送带固体颗粒 及纤维的污水、回流污泥、废水。 潜水回流泵 是在引进德国潜水电机生产技术基础 上自行研发的 产品, 潜水回流泵 为二级污水处理厂混合液回流、反硝化脱氮的 专 用设备。亦可用于地面排水、灌溉和废水处理 过程中再循环等需要微扬程、 大流量 的 场所 。 三、结构简介: 潜水回流泵 三相鼠龙电机, 380V 三相 50HZ,防护等级 IP68,定子绝缘等级 F级, 直接启动。 潜水回流泵 轴承—— 用终身润滑轴承, NSK 或 SKF 原装进口品
 (整理)回流冷凝管.
(整理)回流冷凝管.
(整理)回流冷凝管.
精品文档 精品文档 回流冷凝管 一般用于有机化工实验的回流或蒸馏的玻璃管 , 根据用途分球型 , 蛇型 , 直型等 蛇形冷凝管:蛇形冷凝管又称蛇形冷却器,适用于科研、大专院校、 石油化工、制药工业、医疗卫生等单 位, 在作蒸馏、分馏或回流的装置 上与蒸馏烧瓶、弯形接管配合,做冷凝蒸汽和凝聚液滴用。 由于蛇形管易积存蒸馏液,故用于回流反应装置。 实验五 微型有机化学实验的常用装置和基本操作 基本操作训练一直是有机化学实验课程的核心任务。实验中采用的仪器装置 和操作方法因实验目的不同而不同;对于同一实验目的,也因操作量的不同而 不同。前面曾经提到,如晶体化合物的熔点测定、在试管中进行的化合物性质 实验、薄层层析、纸层析、气相层析、在微小的层析柱中进行的柱层析等,原 则上都可看做微型实验, 但因没有其相应的 “常量实验 ”方法,故仍在其他相应专 章中介绍,此处不再重复。微量沸点测定法放在本章,以