选择特殊符号
选择搜索类型
请输入搜索

该机型简介: 此机型为生造智能修补机械设备产品,是我公司针对广大模具业、铸造业、电器制造业、医疗器械、汽车、造船、锅炉、建筑、钢构、桥梁建设等行业改良生产,具有广泛的适用性。在国内是广大中小企业的首选修补设备。
综述
智能冷焊机XKS-02是通过微电瞬间放电产生的高热能将专用焊丝熔覆到工件的破损部位,与原有基材牢固熔接,焊后只需经过很少打磨抛光的后期处理。
智能修补冷焊机的原理是,利用充电电容,以10-3~10–1秒的周期,10-6~10–5秒的超短时间放电。电极材料与工件接触部位会被加热到8000~25000°C,等离子化状态的熔融金属以冶金的方式过渡到工件的表层。图1所示的是(堆焊,涂层)的示意图及各种特性。A区是堆焊到工件表面的涂层或堆焊层,由于与母材之间产生了合金化作用,向工件内部扩散,熔渗,形成了扩散层B,得到了高强度的结合.
为什么能实现冷焊呢,如图2所示,放电时间(Pt)与下一次放电间隔时间(It)相比极短,机器有足够的相对停止时间,热量会通过工件基本体扩散到外界,因此工件的被加工部位不会有热量的聚集。虽然工件的升温几乎停留在室温,可是由于瞬时熔化的原因,电极尖端的温度可以达到25000°C左右.
利用智能修补冷焊机进行修补堆焊时,既然热输入低,为什么结合强度还很大呢?这是因为焊条瞬间产生金属熔滴,过渡到与母材金属的接触部位,同时由于等离子电弧的高温作用,表层深处开成像生了根一样的强固的扩散层。呈现出高结合性,不会脱落。
1、设计合理,自由调节。可根据不同金属材质选用不同档放电频率,以达到最佳修补效果。
2、热影响区域小。堆覆的瞬间过程中无热输入,因而无变形,咬边和残余应力。不会产生局部退火,修复后不需要重新热处理。
3、极小的焊补冲击 ,本焊机在焊补过程中克服了普通氩弧焊对工件周边产生冲击的现象。对没有余量的工件加工面也可进行修补。
4、修复精度高:堆焊厚度从几微米到几毫米,只需打磨,抛光。
5、熔接强高:由于充分渗透到工件表面材料产生极强的结合力。
6、携带方便:重量轻(28公斤),220V电源,无工作环境要求。
7、经济性:在现场立刻修复,提高生产效率,节省费用。
8、一机多用:可进行堆焊,表面强化等功能。通过调节放电功率和放电频率可获得要求 的堆焊和强化的厚度的光洁度。
9、堆焊层硬度及补材多样性:
使用不同的电极棒材料(补材)可获得不同要求的硬度。堆焊修补 层硬度可从HRC 25 ~ HRC 62 。 主机控制系统:采用改进型内置工控微机进行双闭环精密控制。其稳定性和运行能力远远优于同类产品,采用智能IC控制板。 气体保护系统:改为微机控制的同步氩气保护系统,使氩气保护更好,焊接效果更加牢固,美观。同时保持了原有优点--与激光焊机媲美,可以最大限度地节约氩气。 安装条件 及耗材:(28°C) ,湿度: 5% to 75% 不结露220伏50HZ交流电,电压稳定,环境:干净无灰尘或灰尘较少 . 主要消耗:焊丝、氩气、电.
●冲模 ● 锻模 ●注塑模 ●铸模 ●压铸模 ●金属类产品 ●机器零部件 ●工具
1)适用的材质
●铝质、铝合金 ● 铜质、铜合金 ●碳钢、不锈钢 ●全钢、半钢 ●铸钢、铸铁
2)修复的缺陷
●针孔、气孔 ●毛刺、飞边 ●磕碰、划伤 ●崩角、塌角 ●砂眼、裂纹 ●磨损、内陷 ●制造错误、制造缺陷、焊接缺陷
3)修复的缺陷部位
●尖角、锐边 ●沟槽、侧壁 ●底部、深腔 ●平面、分型 ●生产作业线上现场修复
1.实心焊丝
为了防止气孔,减少飞溅和保证焊缝具有一定的力学性能,要求焊丝中含有足够的合金元素,一般采用限制含碳量(0.1%以下),硅锰联合脱氧。焊丝直径常用的有:φ0.8mm φ0.9mm φ1.0mm φ1.2mm φ1.6mm,焊丝直径允许偏差+0.01,-0.04。以下介绍几种常用的焊丝。
① 用于焊接低碳钢低合金钢的焊丝有:H08MnSiA,H08MnSi,H10MnSi。
② 用于焊接低合金钢强度钢的焊丝有:H08Mn2SiA,H10MnSiMo,H10Mn2SiMoA。
③ 用于焊接贝氏体钢的焊丝有:H08Cr3Mn2MoA。
④ 用于焊接抗微气孔焊缝低飞溅的焊丝有:H0Cr18Ni9,H1Cr18Ni9,H1Cr18Ni9Ti。
⑤ 用于焊接不锈钢薄板的焊丝有:H0Cr18Ni9,H1Cr18Ni9,H1Cr18Ni9Ti,H1Cr18Ni9Nb。
2.药芯焊丝
药芯焊丝用薄钢带卷成圆形管,其中填入一家成分的药粉,以拉制而成的焊丝。采用药芯焊丝焊接,形成气渣联合保护,焊缝成形好,焊接飞溅小。常用的药芯焊丝有:YJ502,YJ507,YJ507CuCr,YJ607,YJ707。
简单的说,二氧化碳起隔离空气保护焊接熔池,和一定程度参与焊接熔池冶金反应的作用!另外电压主要调节的是电弧的长度!电流主要调节的是送丝速度!至于你说的熔丝温度,讨论一下,焊丝从导电嘴深处的长度越长,因电...
打开位于焊机前面板上的控制“电源”开关,指示灯亮。将焊丝通过送丝轮及焊炬、导电嘴,并检查焊丝运行情况,应无阻塞现象。打开预热器的开关及减压阀,打开“检气”开关,检查并调整保护气体流量,完毕后关闭“检气...
不贵2100

 二氧化碳保护焊操作规程
二氧化碳保护焊操作规程
二氧化碳保护焊操作规程
二氧化碳保护焊操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于 “开”的位置,供气开关置于 “检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向 “OPEN”方向旋转,直到流量表上的指示数为需要 值。供气开关置于 “焊接”位置。 4、焊丝在安装中, 要确认送丝轮的安装是否与丝径吻合, 调整加压螺母, 视丝径大小加压。 5、将收弧 转换开关 置于“有收弧 ”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关 “ON”,焊接电弧的产生,焊枪开关 “OFF”,切换为正常焊接条件的焊接电弧,焊 枪开关再次 “ON”,切换为收弧焊接条件的焊接电弧,焊枪开关再次 “OFF”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将 CO2 气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯的积尘物,一般时间为一周一次。 CO2 气体
 二氧化碳保护焊接工艺规程
二氧化碳保护焊接工艺规程
二氧化碳保护焊接工艺规程
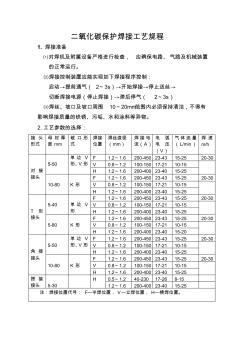
二氧化碳保护焊接工艺规程 1. 焊接准备 ⑴对焊机及附属设备严格进行检查, 应确保电路、气路及机械装置 的正常运行。 ⑵焊接控制装置应能实现如下焊接程序控制: 启动→提前通气( 2~3s)→开始焊接→停止送丝→ 切断焊接电源(停止焊接)→滞后停气( 2~3s) ⑶焊丝、坡口及坡口周围 10~20mm范围内必须保持清洁,不得有 影响焊接质量的铁锈、污垢、水和涂料等异物。 2.工艺参数的选择: 接 头 形式 母 材 厚 度 mm 破 口 形 式 焊接 位置 焊丝直径 (mm) 焊接电 流(A) 电 弧 电 压 (V) 气体流量 (L/min) 焊 速 m/h 对 接 接头 5-50 单 边 V 形、V 形 F 1.2~1.6 200-450 23-43 15-25 20-30 V 0.8~1.2 100-150 17-21 10-15 H 1.2~1.6 200-400 23-40
二氧化碳保护焊和氩弧焊的焊接工艺参数。
通常分为手工二氧化碳保护焊接与液压电阻焊机焊接。
通常分为手工二氧化碳保护焊接与液压电阻焊机焊接。