选择特殊符号
选择搜索类型
请输入搜索

1、检测气体:二氧化碳(CO2)
2、传 感 器:双波束红外测量原理
3、检测范围:0~2000ppm(或0~50000ppm)
4、分 辨 率:1PPM/0.1PPM
5、报 警 点:低、高报两级报警点
6、检测方式:自然扩散式
7、检测精度:±5%F.S
8、防爆等级:Exd II CT3
9、防护等级:IP45
10、响应时间:≤30s
11、温度范围:-20℃-60℃
12、湿度范围:≤95%
13、报警方式:声、光、振三级报警
14、报警音量:≥75dB
15、电 池:3.6V锂离子充电电池
16、传感器寿命:≥5年
17、工作时间:>10小时
18、重 量:200g(包含电池)
19、外观尺寸:125×52×30mm(L×W×H)
1、体积小巧、携带轻便、坚固、音频声、光报警提示;
2、大屏幕数字、字符显示、瞬间值、峰值、平均值显示;
3、开机或需要时对显示、电池、传感器、声光报警功能自检;
4、产品使用简单、操作方便、后期维护费用低、具备记录储存功能;
二氧化碳检测技术采用的是二氧化碳气体检测仪,二氧化碳检测仪精确进行二氧化碳检测,采用红外进口二氧化碳传感器,信号稳定,二氧化碳检测仪具有灵敏度及精度高等优点。二氧化碳控制器采用了世界上先进的微电脑技术、数字传感器技术、自动控制技术,带有数码管显示和键盘操作,能够自动监测并显示室内的二氧化碳、温度、湿度数据,通过键盘可以设置二氧化碳、温湿度的上下限,当二氧化碳、温湿度超过所设范围时自动报警,带有通讯接。

量程不同、检测原理不同都会影响到具体价格的,另外还要看你具体的应用需求,可以考虑选择逸云天气体检测仪,这个厂家有自己的研发团队和标准化的生产线,综合能力较强,产品价比较高。
高精度的一般是工业上面用的,一般是在几千块左右,便携式的差不多是在5000-6000左右。

 二氧化碳气体保护焊
二氧化碳气体保护焊
二氧化碳气体保护焊
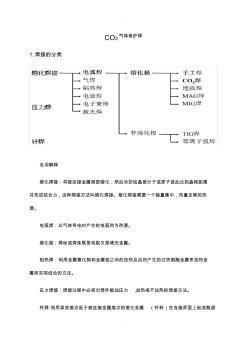
. . CO2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力 ,加热或不加热的焊接方法。 钎焊 :利用某些熔点低于被连接金属熔点的熔化金属 (钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型 材料及设施 适用范围 气相保护 气体 C
第一章 绪论
第一节 矿井通风与安全仪器仪表的发展概况
第二节 测量误差及处理
第三节 测量仪器的基本性能
第二章 矿井空气成分检测仪器仪表
第一节 多种气体检定器与采样器
第二节 便携式一氧化碳检定器
第三节 氧气检测仪器
第四节 硫化氢和二氧化碳气体检测仪器
第五节 矿井自动气相色谱仪
第六节 POWER-GC色谱数据工作站
第三章 矿井通风检测仪器仪表
第一节 气候条件检测仪器仪表
第二节 矿井风速检测仪器仪表
第三节 空气压力测量仪表
第四章 矿用甲烷检测仪器仪表
第一节 光学甲烷检测仪
第二节 便携式甲烷自动检测报警仪与甲烷报警矿灯
第三节 甲烷报警断电仪与遥测仪
第五章 矿尘检测仪器仪表
第一节 粉尘采样器
第二节 光电煤尘测定仪
第三节 分析天平与显微镜
第六章 矿井安全监控系统
第一节 矿用传感器
第二节 井下分站
第三节 测量信号传输系统
第四节 地面中心站
第五节 煤矿常用安全监控系统简介
第七章 煤矿噪声测量仪器
第一节 噪声测量系统
第二节 噪声测量仪器
第三节 通风机的噪声测量
参考文献
2100433B