选择特殊符号
选择搜索类型
请输入搜索

缝焊机广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱,以及喷气发动机、火箭、导弹中密封容器的薄板焊接。
缝焊机是工件置于滚轮电极之间或滚轮电极与条状电极之间,连续或断续地滚压,间歇或连续施加电流,形成线状焊缝的电阻焊机。
缝焊机可根据滚轮电极的转动方式,分为连续缝焊机和步进缝焊机;根据焊缝与电极臂之间的关系,分为横向缝焊机、纵向缝焊机和万能缝焊机。
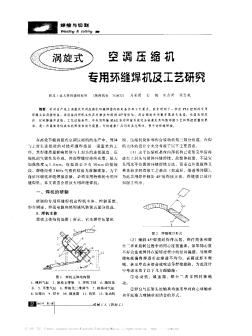
1、横向缝焊机
形成的焊缝与电极臂垂直。这类焊机滚轮电极的转动轴与电极臂平行,如图《横向缝焊机》所示,主要用来焊接水平工件的长焊缝以及圆周环形焊缝。
2、纵向缝焊机
形成的焊缝与电极臂平行。这类焊机滚轮电极的转动轴与电极臂垂直,主要用于焊接水平工件的短焊缝以及圆筒形容器的纵向直缝。
3、万能缝焊机
即纵、横两用焊机。缝焊机一般由机身、加压机构、传动机构、阻焊变压器、功率调节机构、焊接回路,见除了电极和传动机构以外,其他部分与点焊机基本相似。
缝焊机传动机构的主要功能是获得需要的焊接速度,其中某些零部件(如缝焊机机头)还担负传递焊接压力和焊接电流的任务。传动机构有上电极主动、下电极主动和上、下电极皆主动三种类型。横向缝焊机通常是下电极主动,纵向缝焊机和万能缝焊一般为上电极主动,焊接镀层钢板的缝焊机常采用上下电极皆主动的传动机构。
1) 缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的(步进缝焊除外),焊接速度越快表现越明显。
2) 缝焊焊缝是由相互搭接一部分的焊点所组成,因此焊接时的分流要比点焊严重的多,这给高电导率铝合金及镁合金的厚板焊接带来困难。
3) 滚轮电极表面易发生粘损而使焊缝表面质量变坏,因此对电极的修整是一个特别值得注意的问题。
4) 由于缝焊焊缝的截面积通常是母材纵载面积的2倍以上(板越薄这个比率越大),破坏必然发生在母材热影响区。因此,对缝焊结构很少强调接头强度,主要要求其具有良好的密封性和耐蚀性。
1) 缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的(步进缝焊除外),焊接速度越快表现越明显。2) 缝焊焊缝是由相互搭接一部分的焊点所组成,因此...
虽然镀锌板比其他板材要难滚焊不过,也不会出现你所说的漏气缺陷你试着把电流调大点,参数设置好如果还是有相同问题的话那就是你买的机器问题了
焊接主机采用悬臂结构,两悬臂梁焊接后退火去应力处理,保证横梁长期不变形;气动琴键式压紧结构,沿直缝两侧紧密排列,保证对接焊缝在整个焊接长度范围内均匀压紧;左右琴键压指的间距可调整,以适应不同工件的焊接...
缝焊接头形成过程(断续)缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电极与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。可以认为: 1) 在滚轮电极直接压紧下,正被通电加热的金属,系处于“通电加热阶段”。 2) 即将进入滚轮电极下面的邻近金属,受到一定的预热和滚轮电极部分压力作用,系处在“预压阶段”。 3) 刚从滚轮电极下面出来的邻近金属,一方面开始冷却,同时尚受到滚轮电极部分压力作用,系处在“冷却结晶阶段”。因此,正处于滚轮电极下的焊接区和邻近它的两边金属材料,在同一时刻将分别处于不同阶段。而对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。
根据滚轮电极旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。
连续缝焊
滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点。焊速可达10~20m/min 由于焊缝表面质量较差,实际应用有限
断续缝焊
焊件连续等速移动,焊接电流断续通过,每“通—断”一次形成一个焊点。根据板厚焊速可达0.5~4.3m/min 应用广泛,主要生产黑色金属的气、水、油密封焊缝
步进缝焊
焊件断续移动,焊接电流在焊件静止时通过,每“通—移”一次形成一个焊点,并可施加锻压力。接头形成与点焊极为近似。焊速较低,一般仅达0.2~0.6m/min 仅用于制造铝合金及镁合金等高密封焊缝

 镀锌生产线电阻缝焊机常见故障分析
镀锌生产线电阻缝焊机常见故障分析
镀锌生产线电阻缝焊机常见故障分析
电阻缝焊机剪切常见故障有剪切不断、夹钳剪切位置不正确、上下剪刃重叠量过大,对此采用定期标定剪刃间隙、检查出入夹钳位置、支座下增加调整垫片等措施;对焊接过程中出现的碾压轮碾压效果不佳、焊缝驱动侧开裂、虚焊和焊缝超厚等故障,采取适当增加搭接量、清除油污、铁屑等措施;定期检查紧固位置传感器和限位块,确保限位信号的稳定性。
 涡旋式空调压缩机专用环缝焊机及工艺研究
涡旋式空调压缩机专用环缝焊机及工艺研究
涡旋式空调压缩机专用环缝焊机及工艺研究
针对生产线上涡旋式空调压缩机环缝焊接的特定条件和工艺要求,我们研制了一种由PLC控制的专用环缝自动焊接设备。该设备的焊机主体具有垂直和倾斜45°两位性,焊台调速采用数字集成化电路,收弧采用定位、定时搭接并返烧。工艺试验表明,本专用环缝MAG自动焊接系统完全能满足其环缝焊接工艺和焊接质量的要求,是一种高效率低成本的焊接自动化装置。可快速推广应用到其他筒体、管子的环缝焊接。
l ZF/ZP系列直缝焊机是一种优质、高效、无变形完成壁厚0.5mm一6mm薄壁筒体、锥形筒、平板或一端开口的方形盒体对接纵缝焊接的通用自动焊接专机。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊(CO2/MIG/MAG)、等离子焊、埋弧焊等焊接电源组成一套纵缝自动焊接系统。该设备可广泛地应用于,钢构,造船厂,汽车,薄壁压力容器、汽车配件、家用电器、医疗机械、建筑装饰、食品机械等制造行业一切需要纵缝焊接的场合。典型的如热水器筒体焊接,平板对接拼焊,钢带接带直缝焊接等,如下图就是专为类似产品设计的直缝专机。l 该系列产品采用专用的夹具对焊接工件进行散热处理,可以保证工件焊接时的热量被大量带走,可以保证工件基本不变形。
l 如右图所示,采用悬臂式单立柱结构,主要由床身、气动琴键式压板夹具、横梁导轨、芯轴、电动拖板、焊枪气动升降机构、焊枪三维调节机构、气路系统和电气控制系统等组成。由行走电机驱动焊枪随直线移动拖板及导轨运动。气动琴键式压板夹具和紫铜衬垫保证压力均匀,散热均匀快速,焊缝背面成形美观。液压升降机构还可以实现不同大小工件的焊接。
苏州电焊机,缝焊机工作原理,多功能焊机价格,缝焊机是指焊件装配成搭接或对接接头并置于两滚轮电极之间,滚轮电极加压焊件并转动,连续或断续脉冲送电,形成一条连续焊缝的电阻焊机器。也可以说,缝焊机是点焊的一种演变。缝焊广泛地应用在要求密封性的接头制造上,有时也用来焊接普通非密封性的板金件,被焊金属材料的厚度通常在0.1~2.5mm。
缝焊机工作原理
缝焊接头形成过程(断续)缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电极与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。可以认为: 1) 在滚轮电极直接压紧下,正被通电加热的金属,系处于"通电加热阶段"。
2) 即将进入滚轮电极下面的邻近金属,受到一定的预热和滚轮电极部分压力作用,系处在"预压阶段"。
3) 刚从滚轮电极下面出来的邻近金属,一方面开始冷却,同时尚受到滚轮电极部分压力作用,系处在"冷却结晶阶段"。因此,正处于滚轮电极下的焊接区和邻近它的两边金属材料,在同一时刻将分别处于不同阶段。而对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历"预压-通电加热-冷却结晶"三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。
买苏州电焊机,缝焊机工作原理,多功能焊机价格欢迎登陆华东五金网!所售商品都有完善的售后服务体系,确保退货及时、换货及时、维修及时,让采购商无后顾之忧。
自动环缝焊机是通用自动环缝焊接机床的一种,适用范围相当广泛。自动环缝焊机采用卧式床身,配可调节角度的旋转机头、气动尾座和X-Y两轴电动拖板。旋转机头可上下90度翻转,除了正常的卧式焊接外,还可以进行立式焊接,机头主轴采用伺服电机驱动,能够精确设定焊接速度和焊缝重叠角度。焊枪固定在电动拖板的枪架上,其前后左右和倾斜角度均任意可调,并设置有气动提枪机构。两轴电动拖板采用直线导轨、精密滚珠丝杆及步进电机驱动,配套使用全中文、人机对话操作编程的数控系统,定位精确,操作简单,功能强大。可对规则的环缝、直缝和各种异形焊缝实现自动氩弧焊、CO2保护焊、MIG/MAG自动焊。