风焊技术说明文献

 塑料热风焊接技术及应用
塑料热风焊接技术及应用
塑料热风焊接技术及应用
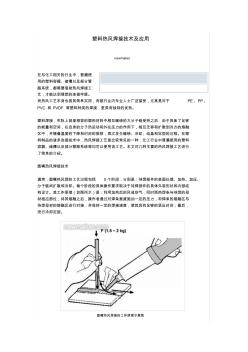
塑料热风焊接技术及应用 newmaker 在与化工相关的行业中,普遍使 用的塑料容器、储槽以及部分管 路系统,都需要借助热风焊接工 艺,才能达到理想的连接牢度。 而热风工艺本身也因其简单实用,而被行业内专业人士广泛接受,尤其是对于 PE、PP、 PVC 和 PVDF 等塑料种类的焊接,更具有独特的优势。 塑料焊接,实际上就是相容的塑料材料中相互缠绕的大分子链受热之后,由于具备了足够 的能量和空间,在自身的分子热运动和外在压力的作用下,相互迁移和扩散到对方的熔融 区中,并随着温度的下降和时间的推移,再次发生缠绕、冷却、结晶和定型的过程。在塑 料制品的诸多连接技术中,热风焊接工艺是比较常见的一种,化工行业中普遍使用的塑料 容器、储槽以及部分管路系统等均可以使用该工艺。本文对几种主要的热风焊接工艺进行 了简单的介绍。 圆嘴热风焊接技术 通常,圆嘴热风焊的工艺过程包括 5 个阶段,分别是:待焊部
 塑料热风焊接技术及应用(20201029115200)
塑料热风焊接技术及应用(20201029115200)
塑料热风焊接技术及应用(20201029115200)
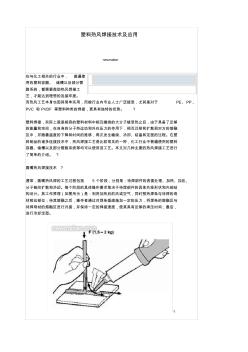
塑料热风焊接技术及应用 newmaker 在与化工相关的行业中, 普遍使 用的塑料容器、 储槽以及部分管 路系统,都需要借助热风焊接工 艺,才能达到理想的连接牢度。 而热风工艺本身也因其简单实用,而被行业内专业人士广泛接受,尤其是对于 PE、PP、 PVC 和 PVDF 等塑料种类的焊接,更具有独特的优势。 ? 塑料焊接,实际上就是相容的塑料材料中相互缠绕的大分子链受热之后,由于具备了足够 的能量和空间,在自身的分子热运动和外在压力的作用下,相互迁移和扩散到对方的熔融 区中,并随着温度的下降和时间的推移,再次发生缠绕、冷却、结晶和定型的过程。在塑 料制品的诸多连接技术中,热风焊接工艺是比较常见的一种,化工行业中普遍使用的塑料 容器、储槽以及部分管路系统等均可以使用该工艺。本文对几种主要的热风焊接工艺进行 了简单的介绍。 ? 圆嘴热风焊接技术 ? 通常,圆嘴热风焊的工艺过程包括 5