辊道输送线适用范围文献

 钢结构适用范围
钢结构适用范围
钢结构适用范围
.适用范围: 本监理细则适用于建筑工程的单层、 多层以及网架、 压型金属板等钢结构工程的制作、 安装 的工程监理 2.编制依据: 2.1《建筑工程施工质量验收统一标准》 GB50300—2001 2.2《钢结构工程施工质量验收规范》 GB50205— 2001 2.3《建筑钢结构焊接规程》 GBJ81-91 2.4《钢结构高强螺栓连接的设计、施工及验收规范》 JGJ82—91 2.5《钢结构防火涂料应用技术规程》 CECS24:90 2.6 建筑工程监理合同和已批准的工程监理规划 2.7 工程施工承包合同和已批准的施工组织设计 3.工程特点及质量目标: (略) 4.钢结构工程的监理工作流程 4.1钢结构制作工程的监理工作流程 4.1.1 型钢件 放样、号料→切割→矫正和成型→边缘加工→制孔→构件验收→ 涂装、编号 4.1.2 管球节点 放样、号料→切割→管球节点加工→焊接和焊接检
 ABS管的优点及适用范围
ABS管的优点及适用范围
ABS管的优点及适用范围
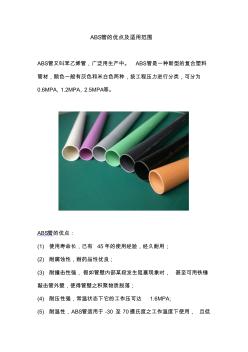
ABS管的优点及适用范围 ABS管又叫苯乙烯管,广泛用生产中。 ABS管是一种新型的复合塑料 管材,颜色一般有灰色和米白色两种,按工程压力进行分类,可分为 0.6MPA,1.2MPA,2.5MPA等。 ABS管的优点: (1) 使用寿命长,已有 45年的使用经验,经久耐用; (2) 耐腐蚀性,耐药品性优良; (3) 耐撞击性强,假如管壁内部某段发生阻塞现象时, 甚至可用铁锤 敲击管外壁,使得管壁之积聚物质脱落; (4) 耐压性强,常温状态下它的工作压可达 1.6MPA; (5) 耐温性,ABS管适用于 -30 至 70摄氏度之工作温度下使用, 且低 温不脆化; (6) 保温性: ABS管热传导系数为镀锌钢管的 1/200,铜管的 1/300, 因此可大幅降低保温成本; (7) 耐候性:能耐太阳的曝晒; (8) 韧性强; (9) 内部光滑:内壁比 PVC,PE,PP及金属管更加光滑; (10