高分子扩散焊文献

 高分子概论高分子合成材料
高分子概论高分子合成材料
高分子概论高分子合成材料
高分子概论高分子合成材料
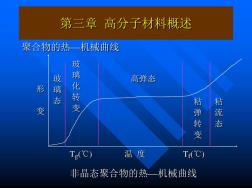
 高分子物理
高分子物理
高分子物理
结课论文开题报告 题 目 : 聚氨酯树脂及其应用 学 院 : 化学工程学院 专 业 班 级 : 材料化学专业 112班 学 生 姓 名 : 周荣潇 学 号: 2011121303 指 导 教 师 : 马娟娟 2014 年 04 月 14 日 聚氨酯树脂及其应用 摘要: 聚氨酯树脂作为一种具有高强度、抗撕裂、耐磨等特性的高分子材料 , 在日常生活、工农业生产、医学等领域广泛应用。 本文简述了聚氨酯树脂的结构、 性能及其相对应的实际应用。 关键词: 聚氨酯 结构 应用 液晶 阻燃剂 聚硅氧烷 德国 化 学 家 拜 尔 于 1937 年 发 现 了 异氰 酸 酯 与 活 泼 氢 的 反 应 (-NCO+HO--NHCO-),开始了聚氨酯 (PU)树脂的研究和应用 [1] 。二战期间 ,德国已 经建立起了具有一定生产能力的聚氨酯实验厂。战后 ,美英等国从德国引进了制 造方法。日本于 1