挂环扣件标准件生产工艺文献

 标准件检验工艺
标准件检验工艺
标准件检验工艺
编号:TYGY-JH-020 标准紧固件检验 通用工艺 版本号: V1.0 编 制: 刘竞杰 工 艺: 审 核: 标准化: 审 定: 批 准: 日 期: 工艺共 9 页 北京普析通用仪器有限责任公司 Beijing Purkinje General Instrument Co.,Ltd. 1 修改内容纪要 序号 修改内容 修改原因 版本号 修改人 修改日期 1 2 3 4 5 6 7 8 9 10 11 12 13 3 北京普析通用仪器有限责任公司 文件编号 KF/R-01-002 标准紧固件通用检验工艺 版本 / 修订 B/0 发布 /修订日期 2012-4-11 1、 目的 为公司所有标准紧固件的进货检测提供检测依据和检测规范,确保其质量满足要求。 2、 适用范围 本检测工艺规定了本公司各种标准紧固件(包括螺栓、螺钉、螺母、垫圈、自攻钉等)的技术要
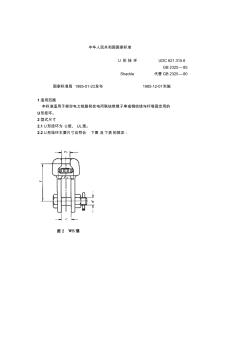 U型挂环
U型挂环
U型挂环
中华人民共和国国家标准 U 形 挂 环 UDC 621.315.6 GB 2325—85 Shackle 代替 GB 2325—80 国家标准局 1985-01-23发布 1985-12-01实施 1适用范围 本标准适用于架空电力线路和变电所联结绝缘子串或钢绞线与杆塔固定用的 U形挂环。 2型式尺寸 2.1 U形挂环为 U型、 UL型。 2.2 U形挂环主要尺寸应符合 下图 及下表的规定: 表中型号中字母及数字意义为: U—— U形; L——延长;数字——标称破坏荷重标记。 3技术要求 3.1 U形挂环一般技术条件应符合 GB2314—85《电力金具通用技术条件》的规 定。 3.2 U形挂环的联结尺寸应符合 GB2315—85《电力金具标称破坏荷重系列及零 件联结尺寸》的规定。 3.3材质与紧固件: a.U形挂环本体按 GB700—79