钢结构件简介文献

 钢结构件检验规范
钢结构件检验规范
钢结构件检验规范
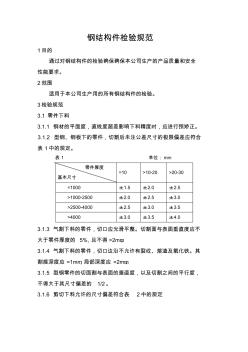
钢结构件检验规范 1目的 通过对钢结构件的检验确保确保本公司生产的产品质量和安全 性能要求。 2范围 适用于本公司生产用的所有钢结构件的检验。 3检验规范 3.1 零件下料 3.1.1 钢材的平面度,直线度超差影响下料精度时,应进行预矫正。 3.1.2 型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合 表 1中的规定。 表 1 单位:mm 零件厚度 基本尺寸 =10 >10-20 >20-30 =1000 ±1.5 ±2.0 ±2.5 >1000-2500 ±2.0 ±2.5 ±3.0 >2500-4000 ±2.5 ±3.0 ±3.5 >4000 ±3.0 ±3.5 ±4.0 3.1.3 气割下料的零件,切口应光滑平整。切割面与表面垂直度应不 大于零件厚度的 5%,且不得 >2mm。 3.1.4 气割下料
 钢结构件制作通用工艺
钢结构件制作通用工艺
钢结构件制作通用工艺
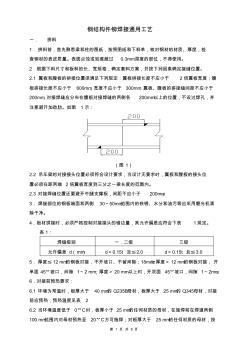
第 1 页 共 8 页 钢结构件铆焊接通用工艺 一. 拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过 0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1 翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于 2倍翼板宽度;腹 板拼接长度不应小于 600mm,宽度不应小于 300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各 200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图 1示: (图 1) 2.2 吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端 2倍翼板宽度到三分之一梁长度的范围内。 2.3 对接焊缝位置还要避开牛腿支撑板,间距不应小于 200mm。 3