钢结构制造实例与工艺规程编制文献

 钢结构制造工艺
钢结构制造工艺
钢结构制造工艺
1、钢结构制造工艺 (1)材料 本工程钢构件所采用的钢材必须具备出厂质量保证书, 并经复试 合格。 钢材未进入车间之前,必须由专人负责逐张检验后方可待用。 进入车间施工的材料均应平整、无弯曲、波浪、变形,如存在以 上缺陷的材料必须矫正后方可号料。 (2)放样、号料 在进行放样和制作样板时应认真核对图纸上的每一尺寸, 有疑问 时应及时向技术部门提出。 样板上的定位标记应根据需要加放焊接收缩量。 凡主要构件需拼接时应使其主应力方向与钢板轧制方向保持一 致。 号料前的钢材变形矫正, 应采用“机械矫正法”, 如采用“火焰 矫正法”,必须严格控制加热温度在 700摄氏度左右。 号料时必须予先留有割切缝隙的余量。 (3)钢桁梁制作 按图纸实际尺寸放样出零件加工切割的各种样板。 钢桁梁所有高 强螺栓连接板, 在未装配之前必须逐件验收后方可装配, 对装配后的 连接板必须经专职检查人员确认无误后方可焊接。
 工厂钢结构制造工艺设计
工厂钢结构制造工艺设计
工厂钢结构制造工艺设计
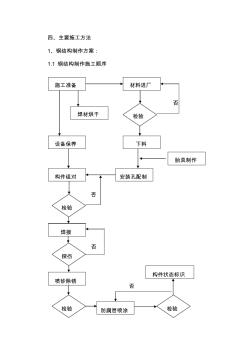
四、主要施工方法 1、钢结构制作方案: 1.1 钢结构制作施工顺序 否 否 否 否 施工准备 材料进厂 焊材烘干 设备保养 检验 下料 构件状态标识 胎具制作 安装孔配制构件组对 检验 焊接 探伤 喷砂除锈 检验 防腐层喷涂 检验 1.2 材料 1.2.1 制作轻钢结构厂房的钢材应符合下列规定: Q235B 应符合 GB700规定 1.2.2 所用的材料必须符合图纸设计要求,并需有质量证明书。 1.2.3 钢材表面:边缘和断面不应有气孔、结疤、重皮、夹渣、 表面锈蚀;麻点和刻痕的深度不得超过钢板厚度负偏差的一半。 1.2.4 材料代用时必须在设计部门审批同意后,方可代用。 1.3 制造程序: 1.3.1 由于工程量大,工期(制安工期)短。因此,在制造开始 前须做好以下工作: ①中标后按网络图要求,备好原材料。 ②刚柱、斜梁等构件及 C型钢檩条、柱间支撑制作好后集总进行 喷砂除锈处理。经验