钢筋套筒施工工艺文献

 机械连接钢筋套筒的施工工艺
机械连接钢筋套筒的施工工艺
机械连接钢筋套筒的施工工艺
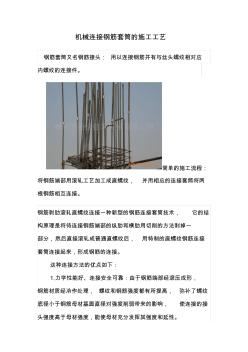
机械连接钢筋套筒的施工工艺 钢筋套筒又名钢筋接头: 用以连接钢筋并有与丝头螺纹相对应 内螺纹的连接件。 简单的施工流程: 将钢筋端部用滚轧工艺加工成直螺纹, 并用相应的连接套筒将两 根钢筋相互连接。 钢筋剥肋滚轧直螺纹连接一种新型的钢筋连接套筒技术, 它的结 构原理是将待连接钢筋端部的纵肋和横肋用切削的方法剥掉一 部分,然后直接滚轧成普通直螺纹后, 用特制的直螺纹钢筋连接 套筒连接起来,形成钢筋的连接。 这种连接方法的优点如下: 1.力学性能好、连接安全可靠:由于钢筋端部经滚压成形, 钢筋材质经冷作处理, 螺纹和钢筋强度都有所提高, 弥补了螺纹 底径小于钢筋母材基圆直径对强度削弱带来的影响, 使连接的接 头强度高于母材强度,能使母材充分发挥其强度和延性。 2.连接方便:在狭小场地钢筋排列密集处均能灵活操作。施 工方便、效率高:钢筋连接套筒在工厂预制,质量保证:现场滚 轧丝头设备每台每班可加
 带肋钢筋套筒挤压连接施工工艺标准
带肋钢筋套筒挤压连接施工工艺标准
带肋钢筋套筒挤压连接施工工艺标准
I 带肋钢筋套筒挤压连接施工工艺标准 目 次 1 适用范围 ............................................................................ 1 2 引用标准 ............................................................................ 1 3 术语 ................................................................................ 1 4 材料要求 ............................................................................ 1 5 施工准备 .......................