随着我国钢帘线的国产化和轮胎工业的迅猛发展,我国钢帘线用钢的总产能已超过200万吨。为适应轮胎轻量化发展需求,钢帘线向着高强化方向发展。国内高强度钢帘线的应用已经普及,超高强度钢帘线已开始应用;国外已广泛采用超高强度钢帘线和特高强度钢帘线。
自2009年以来,我国钢厂加快了对帘线钢盘条的研发生产力度,已成功研制90级别超高强度帘线钢。未来几年90级别的超高强度级别帘线钢将成为主流产品。
为促进钢帘线用盘条系列化发展,加速推进超高强度级别的帘线钢新产品的生产及应用,原GB/T 27691-2011《钢帘线用盘条》已不能满足指导生产和贸易需求。根据钢标委(SAC/TC183)2014年[21]号文《关于下达全国钢标准化技术委员会化解产能过剩标准支撑工程项目计划的通知》的要求,由鞍钢股份有限公司、冶金工业信息标准研究院等单位负责国家标准项目GB/T 27691《钢帘线用盘条》的修订任务,计划编号:20140135-T-605。2017年5月31日由国标委正式发布,2018年2月1日正式实施。
1 标准的制定原则
标准按照GB/T 1.1-2009给出的规则起草。遵循“科学、合理、先进、适用”的原则,对ISO 16120《制丝用非合金盘条》、JIS G 3506 《高碳钢盘条》等国际、国外先进标准相关的指标、检验方法进行了对比、分析和转换,反映国内生产技术水平,满足顾客要求。修改后的标准能够满足和适应企业生产和使用的要求。
2 标准的主要修订内容
本标准的标准化对象为:子午线轮胎用钢丝帘线的原料——生产钢帘线用盘条。规定了盘条的牌号表示方法和符号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等,主要对以下内容进行了修订。
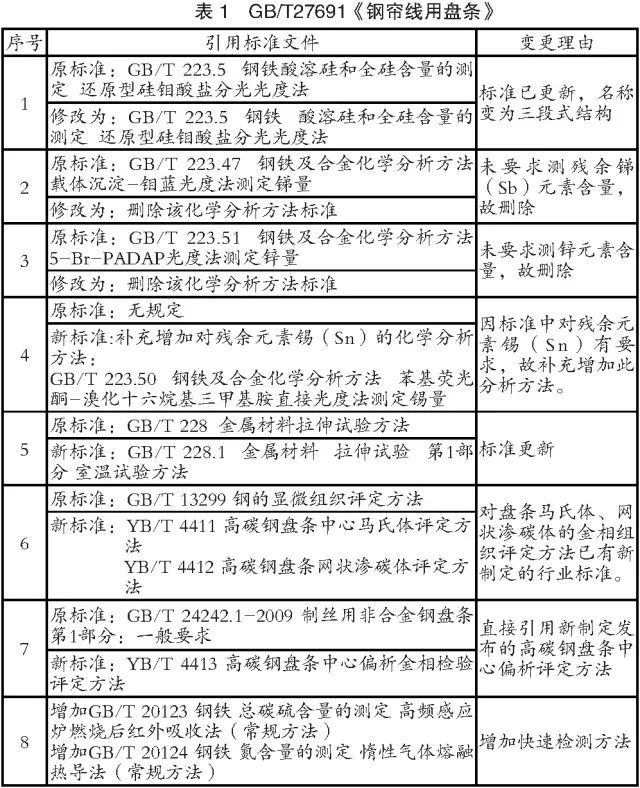
2.1规范性引用文件
本次修订增加、删除引用标准变化如表1。
2.2 牌号表示方法和符号
本标准此次修订重点是增加85级、90级钢牌号,标准在牌号的表示方法上延续上一版本规定,以保持标准中牌号的延续性和统一性。具体如下:钢的牌号依然由代表“帘线”的字母、含碳量标志和质量等级等三个部分按顺序组成,但意义略有不同,其中,LX:“帘线”的汉语拼音字头;70、80、85、90:碳含量下限;A、B:质量等级,即将“碳含量标志”明确改为“碳含量下限”。
2.3 牌号及化学成分
1)牌号
本标准增加设置LX85B、LX90B级钢种,形成帘线钢LX70、LX80、LX90系列品种。牌号上保持原有标准LX70、LX80的A、B两个质量级别,以增强标准适用性,满足顾客不同工艺生产要求的选择。而对于增加的LX85B、LX90B级钢种,目前不需设置两个质量等级进行控制。
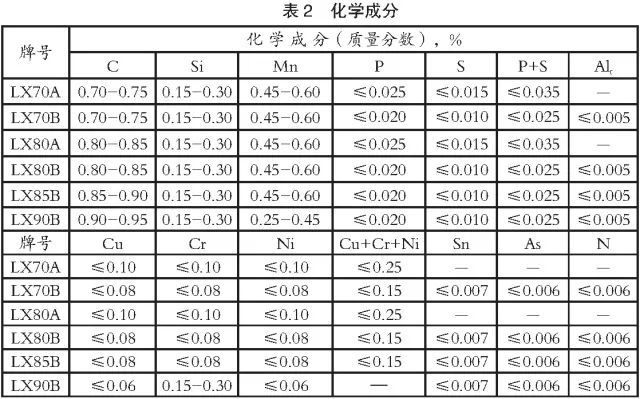
2)化学成分
本标准基本延续上一版本标准中各牌号化学成分(熔炼分析)及相关要求,C元素、个别Mn元素有所变动。在参考ISO 16120-4-2011、GB/T 24242.4-2014、JIS G 3506-2004、JIS G 3502-2004的基础上,结合冶金技术的发展水平和实际能力,确定LX85B、LX90B牌号化学成分。具体化学成分见表2。
2.4 力学性能
本标准增加了LX85B、LX90B牌号盘条的抗拉强度和断面收缩率。抗拉强度指标按系列化等差设定。即:LX80级抗拉强度较LX70级高100MPa,LX90级抗拉强度较LX80级高100MPa,而其抗拉强度的区间均为等区间,均为150MPa。有利于保证盘条的性能均匀、质量稳定,有利于进一步的拉拔加工。
面缩指标对生产企业来说控制难度较抗拉强度控制难度大,根据目前生产企业的实际控制能力及用户的要求,规定LX90B级盘条的断面收缩率:LX90≥30%,同时将LX80级盘条断面收缩率由35%,上调到38%。
LX80B牌号增加脚注:“经供需双方协商,并在合同中注明,抗拉强度上限可适当提高”。盘条力学性能见表3。

2.5 内在质量
钢帘线的生产工艺是将5.5mm的线材拉拔成0.15-0.38mm 的细丝,在随后的捻制工艺中还要经受扭转、弯曲和拉伸等一系列变形。钢帘线在使用过程中作为汽车轮胎的骨架材料,要承受弯曲、拉伸复合交变载荷及冲击载荷。这些特性决定了钢帘线用盘条必须具有高洁净度、高强度、高韧性和很好的内在质量。
2.5.1 显微组织
原标准规定:“盘条的金相组织应主要为索氏体,不应有马氏体、全封闭的网状渗碳体等有害组织”,修订后,增加了网状渗碳体具体级别要求:≤1级,以便实际执行中有可参考的依据;增加了LX85B、LX90B级索氏体化率含量分别在85%和90%以上的要求,同时规定索氏体含量为必检项目,删除“当供方保证时,可不做检验”的规定。
2.5.2 中心偏析
YB/T 4413-2014《高碳钢盘条中心偏析金相检验评定方法》已正式发布实施,因此本次标准修订引用了最新制定的检验方法标准YB/T 4413-2014,代替原成分偏析检验引用GB/T 24242.1-2009中附录A的规定,将“成分偏析”修改为“中心偏析”。。
对于偏析级别,根据用户要求,将原标准规定“偏析应不大于3级”,修改为按A级和B级两个等级进行规定。A级盘条中心偏析应不大于3级,B级盘条中心偏析应不大于2级。经供需双方协商,也可供应其他级别。
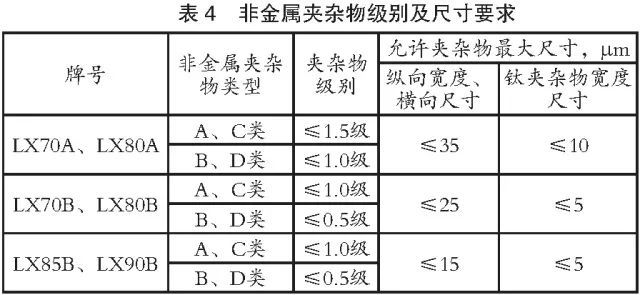
2.5.3 非金属夹杂物
补充了LX85B、LX90B牌号非金属夹杂物级别要求、明确其允许的夹杂物最大尺寸和最大钛夹杂物宽度要求。具体规定见表4,同时保持原标准可供需双方协商确定规定,给出双方商谈空间。
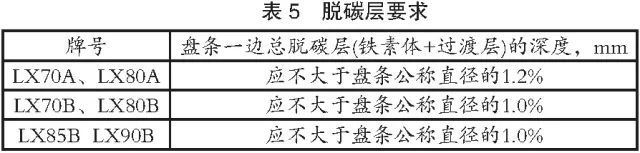
2.5.4 脱碳层
补充LX85B LX90B牌号脱碳层要求,其他指标未变,具体见表5。
2.5.5 晶粒度
本次修订改为协商条款。即“根据需方要求,经供需双方协商,可进行晶粒度检验”。
2.6 表面质量
本标准对盘条表面氧化铁皮重量规定进行了修改,原标准规定盘条表面氧化铁皮重量应不大于0.8%,由于采用称重法测盘条氧化铁皮重量在钢厂实施困难且不确定,同时与下游用户的检测方法和指标要求也不完全一致,因此,修改为协议项目,即“根据需方要求,经供需双方协商可对盘条表面氧化铁皮重量进行检验,具体指标及检验方法在合同中注明”。充分留出协商余地。
3 试验方法
采用现行最新试验方法标准,拉伸试验方法由原GB/T 228更新为GB/T 228.1;显微组织检验具体细化为马氏体、网状渗碳体、索氏体的检验。评定方法采用最新发布的YB/T 4411 《高碳钢盘条中心马氏体评定方法》,YB/T 4412 《高碳钢盘条网状渗碳体评定方法》。删掉原采用GB/T 13299 《钢的显微组织评定方法》。成分偏析试验评定方法采用YB/T 4413-2014《高碳钢盘条中心偏析金相检验评定方法》,删除原标准偏析引用的GB/T 24242.1-2009标准。增加对C、S、N快速检测方法标准GB/T 20123及GB/T 20124。

本文摘选自本报2017年第47期B15部分内容,请关注本报纸质报纸每期A版和B版内容,或者登陆本报手机APP客户端,或者本报网站新址:http://www.worldmetals.com.cn/电子报阅读全文。转载请注明出处。
点







