锅炉压力容器焊接实用手册图书目录文献

 锅炉压力容器焊接工艺
锅炉压力容器焊接工艺
锅炉压力容器焊接工艺
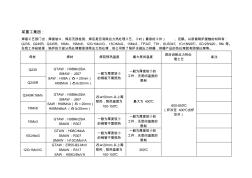
某重工集团: 焊接工艺部门出:焊接坡口、焊后无损检测、焊后是否消除应力热处理工艺、工时(着急的工件) 、定额。以前做锅炉接触的材料有: Q235、Q245R、Q345R、16Mn、19Mn6、12Cr1MoVG、15CrMoG、15Mo3、TP347、T91、SUS347、1Cr18Ni9Ti、0Cr25Ni20、9Ni 等。 在我工作经验里,锅炉的大部分热处理都是消除应力热处理,前公司除了锅炉也做压力容器,容器产品的热处理就有固溶处理等。 母材 焊材 焊前预热温度 最大层间温度 焊后消除应力热处 理工艺 备注 Q235 GTAW:H08Mn2SiA SMAW:J507 SAW:H08A(δ<20mm) H08MnA(δ≥20mm) 一般为厚度较小 的钢板不需预热 一般为厚度较小的 工件,无层间温度的 限制 600-650℃ (炉冷至 400℃出炉 空冷) Q245R Q345R/1
 谈锅炉压力容器焊接技术
谈锅炉压力容器焊接技术
谈锅炉压力容器焊接技术
焊接的质量又是压力容器制造质量的重要组成部分,故所有制造厂对焊接质量管理都给予了特别的重视,对每一个焊接工作环节皆有明确的管理规定。