工序工程文献

 工程工序报验单
工程工序报验单
工程工序报验单
v1.0 可编辑可修改 1 工程工序报验单 工程名称: 2011年 WCDMA移动基站传输接入新建工程 致陕西中基建设监理咨询有限公司: 根据设计要求和施工技术规范要求,已完成 2011年 WCDMA移动 基站传输接入新建工程的单项工序,并经自检合格,报请检验本工 序:施工测量、挖电杆洞 施工单位: 技术负责人: 日 期: 年 月 日 下道工序申报内容 新立电杆 施工单位: 技术负责人: 日 期: 年 月 日 监理工程师审查意见: 项目监理机构: 监理工程师: 日 期: v1.0 可编辑可修改 2 工程工序报验单 工程名称: 2011年 WCDMA移动基站传输接入新建工程 致陕西中基建设监理咨询有限公司: 根据设计要求和施工技术规范要求,已完成 2011年 WCDMA移动 基站传输接入新建工程的单项工序,并经自检合格,报请检验本工 序:新立电标 施工单位: 技术负责人: 日 期: 年
 隐蔽工程旁站工序
隐蔽工程旁站工序
隐蔽工程旁站工序
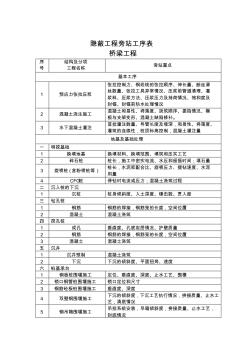
隐蔽工程旁站工序表 桥梁工程 序 号 结构及分项 工程名称 旁站重点 基本工序 1 预应力张拉压浆 张拉控制力、钢绞线的张拉顺序、伸长量、断丝滑 丝数量、张拉工具异常情况、压浆前管道清理、灌 浆料、压浆方法、压浆压力及持荷情况、饱和度及 封锚、封锚前防水处理情况 2 混凝土浇注施工 混凝土和易性、坍落度、浇筑顺序、振捣情况、模 板与支架变形、混凝土缺陷修补。 3 水下混凝土灌注 首批灌注数量、导管长度及埋深,和易性、坍落度、 灌筑的连续性,桩顶标高控制,混凝土灌注量 地基及基础处理 一 明挖基础 1 换填地基 换填材料、换填范围、填筑和压实工艺 2 碎石桩 桩长,施工中密实电流、水压和留振时间;填石量 3 旋喷桩 (含粉喷桩等 ) 桩长,水泥浆配合比、旋喷压力、提钻速度、水泥 用量 4 CFG桩 停钻时电流或压力;混凝土浇筑过程 二 沉入桩的下沉 1 沉桩 桩身倾斜度、入土深度、锤击数、贯