工艺孔文献

 旋挖钻孔干作业成孔工艺
旋挖钻孔干作业成孔工艺
旋挖钻孔干作业成孔工艺
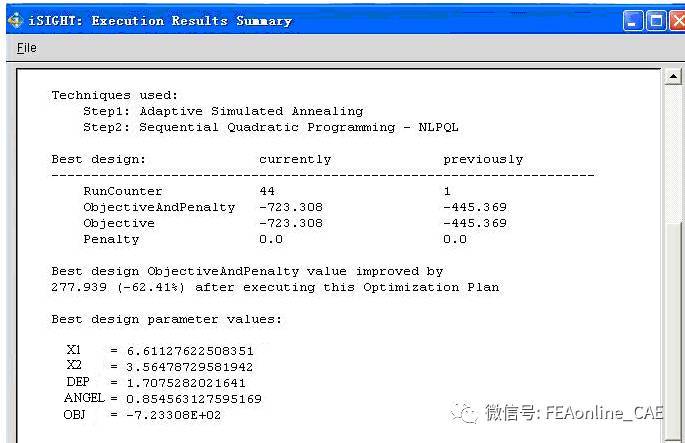
近年来在工程施工中,随着施工要求的提高。旋挖钻孔施工得到了广泛使用。用常规钻机施工速度慢,产生的泥浆亦造成环境污染。先进的桩基础施工机械和工艺的引进,提高了工效,保证了工程质量。同时,旋挖钻机施工还有扩底施工的优点。本文主要阐述旋挖钻成孔(扩底)灌注桩施工工艺、技术。
 钻孔桩清孔工艺
钻孔桩清孔工艺
钻孔桩清孔工艺
1 桩基施工的二次清孔技术及工艺 钻孔灌注桩施工,钻机一般采用冲击、冲抓、正反循环旋转钻、旋 挖钻等。使用泥浆护壁成孔工艺。由于采用泥浆护壁,当钻孔至设计深 度后,经检验符合设计要求,必须把钻孔底部的浓泥浆及钻碴沉积物全 部清除干净,才能保证质量。需进行清孔作业。把泥浆各项指标、比重、 粘度、含砂率等降至规范要求以内。其目的在于使沉淀层尽可能减薄, 提高孔底承载力。 1、换浆法清孔:正返循环旋转钻机钻孔终孔后,停止进尺,将钻头 提离孔底 10~20cm低速空转,泥浆循环正常,把调制好的符合要求的泥 浆压入,把孔内比重大的泥浆换出,经沉淀池流回泥浆池,加入调制好 的浆循环,使含砂率逐步减小,并小于 4%,清孔换浆时间一般为 4~10 小时,合格后下钢筋笼、导管。 2、抽碴清孔法:返循环钻孔终孔后,采用钻杆清孔,把钻头提离孔 底 10cm,采用砂石泵把孔底的泥碴抽出, 在护筒口注入符合指标的