选择特殊符号
选择搜索类型
请输入搜索

工字轮卡簧(贝卡尔特,贝瑞利,米其林,日本特线,金井特线,嘉兴东方,湖北福星,高丽)等品牌工字 轮上配套弹簧(普通V型压簧,几字型压簧,长短脚W压簧,金井压簧)和各式异形弹簧.
钢制工字轮:采用加强式厚板焊接成型,有NTC,YA-40等,并经机加工动平衡检验,强度高、钢度大、高速运转收放线平稳度好。
塑料工字轮:采用塑料电缆盘专用工程塑料注塑成型,产品精度高、结构先进,侧板密筋加强,具有平衡性能好、强度高、耐酸碱腐蚀等特点,平衡精度可达6.3级以上。整体结构是塑料,金属配套结合,保证轴孔要求和导电性能,产品零部件可以拆换,维修方便,一般根据客户设备要求,可做不同强度精度的工字轮,缺点在于,收放线米长,会因容量大而使得法兰变形。
制绳钢丝用的工字轮的外径同内径和净宽之比通常是1:0.4:0.6。钢丝绳用成品工字轮则较大,根据钢丝绳的粗细,有木制工字轮、铁木轮、钢制工字轮。钢丝绳使用的大型木轮或铁木轮的外径最大达6m。半成品钢丝所用的钢制工字轮则通常是外径大,净宽小。
工字轮的容量V可以按如下公式计算:V=B(D2-d2)×0.7854×7.85K;式中V为工字轮的容量,g;B为工字轮净宽,cm;D为工字轮外径,cm;d为工字轮内径,cm;K为金属丝缠绕的密度系数。
下乡车型:哈飞民意金牛版 下乡车商:建国汽车 车型亮点:造型突破传统微面,继承微面优点,实用性强。在设计上,它充分考虑了碰撞安全性的要求,侧围进一步加厚,前门内安装防撞杆,加强抗冲击能力;舒适、宽敞的...
你好,如果是内孔用的弹簧钢丝挡圈一般不好拆卸,有时可以说是很难拆卸。如果在装配前将钢丝挡圈的头部在外圆方向磨一个较大的倒角,拆卸时用螺丝刀一撬就下来,我试过。拆这个一般有专用的钳子,很好买的,你可以去...
春天生产的德式门,是引进了德国的技术工艺,主要材料是由德国和意大利进口的。 1、表面采用意大利引进的CPL饰面材料,无油漆涂饰、耐划、不褪色,绿色环保。 2、采用T口结构,保温、隔音效果突出,强调空间...
据所缠绕的丝绳材料和规格的不同,工字轮的规格和材料也不同。缠绕钢丝的工字轮一般使用钢板结构的,但缠绕细钢丝和有色金属丝可使用木制工字轮。塑料工字轮的使用日见增多。
PN系列机用工艺周转线盘主要用于光纤光缆生产过程中的收、放 线;数据通信电缆的串联线、对绞、成缆等生产过程中的收、放线;适用于射频电缆、电线电缆的高编机收线,高绞机收、放线,挤出机收、放线,缠绕机收、放线等;钢制工字轮主用于收放线径比较细的产品,精度要求极高的,如0.07MM-0.2MM等丝。
适合国内外,引进生产线高速收线工序。产品质控精确严格,在国内领先于同类产品。
产品用途:电线电缆及钢丝焊丝行业生产过程中的拉丝、镀铜、退火、束线、绞制、装铠、成缆等,近年来主要用于胶管钢丝,弹簧钢丝,切割钢丝等收放线使用。


 最全卡簧标准
最全卡簧标准
最全卡簧标准
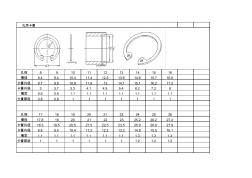
孔径 8 9 10 11 12 13 14 15 16 槽径 8.4 9.4 10.4 11.4 12.5 13.6 14.6 15.7 16.8 卡簧外径 8.7 9.8 10.8 11.8 13 14.1 15.1 16.2 17.3 卡簧内径 3 3.7 3.3 4.1 4.9 5.4 6.2 7.2 8 槽宽 0.9 0.9 1.1 1.1 1.1 1.1 1.1 1.1 1.1 卡簧厚度 0.8 0.8 1 1 1 1 1 1 1 孔径 17 18 19 20 21 22 24 25 26 槽径 17.8 19 20 21 22 23 25.2 26.2 27.2 卡簧外径 18.3 19.5 20.5 21.5 22.5 23.5 25.9 26.9 27.9 卡簧内径 8.8 9.4 10.4 11.2 12.2 13.2 14.8 15.5 16.1 槽宽 1.1 1.1
 天钢投产中国第一套工字轮卷取线
天钢投产中国第一套工字轮卷取线
天钢投产中国第一套工字轮卷取线
维普资讯 http://www.cqvip.com
工字轮调直机的型号分为GH1-3 GH2-4 GH3-5 GH3-6 GH4-8 GH6-10 GH8-12

工字轮调直机的安装与调试 1、首先将机体放在平坦的地面上,把机体和跑道支架用螺丝安装上。再把跑道杆安装在走线轮上,用米尺从刀头开始量需要的尺寸,然后把定位键固定好,再将电机开关接上电源(接电源的时候,要接闸中间那行最下面的三个螺丝,然后慢慢的用手转动调直筒把丝送进压丝轮以后再开电源)搬动开关手柄,如果叼丝轮的旋转方向不对就改变电机进线接头。 所有转动部位要加好机油、黄油。 开动前要把防护罩放下,检查电机接头是否漏电。在调直机机体上要接好地线。 空转2-3分钟,然后将丝穿入高速转子内,在用叼丝轮压住铁丝,在穿入横切丝刀孔内。 调整高速转子内的调整模角度大小,达到直丝的效果后均可正常工作。检查横断丝刀上的螺母是否松动,横切丝刀与竖切丝刀的间隙调制越小越好,但不要过紧,一般能上下滑动为宜,上冲头与竖切丝刀的上下间隙一般2-3mm,上冲头与竖切丝刀的压量一般为4-5mm。 用手摸调直后的丝手感有小弯,这说明调直模角度大,则把调整用度变小,如果出现大弯,要把调整模的角度增大,如果还不直,就要检查叼丝轮子高速转子,与横切刀的孔,是不是水平位置,这三点必须一线,水平左右不能偏离。 如果出现断丝,就要检查叼丝轮上的压簧是否压的不紧,或者是叼丝轮上的槽磨损严重,调整叼丝轮压槽后还是不行,就要改变叼丝轮上的槽。 如果出现断丝头上有毛刺,可能是横竖断丝刀间隙太大,就要调整横竖刀间隙,如果还不行,在检查横竖刀是否磨损严重,如果磨损严重,就把竖断丝刀和横断丝刀取下,横断丝刀在合金砂轮上磨平,竖断丝刀在一般砂轮上磨平直到锋利为止。 如果出现连续切断,可能是拉簧过送,调整拉簧的紧度,也可能是叼丝轮的压簧送,推不动跑道则需要调整叼丝轮压簧。总之,要看实际情况而定2100433B

工字轮调直机调试丝直不直,就是调试中间调直轮的角度操作原理:电动机通过皮带传动增速,使调直筒高速旋转,穿过调直筒的钢筋被调直,并由调直模清除钢筋表面的锈皮;由电动机通过另一对减速皮带传动和齿轮减速箱,一方面驱动两个传送压辊,牵引钢筋向前运动,另一方面带动曲柄轮,使锤头上下运动。当钢筋调直到预定长度,锤头锤击上刀架,将钢筋切断,切断的钢筋落入受料架时,由于弹簧作用,刀台又回到原位,工字轮调直机构——由调直辊、调直压块、和两端轴承座构成,完成对线材的调直工作。其动力为安装在机架下部的电动机,通过三角带带动调直轴高速旋转


