刮削
- 刮削是指用刮刀在加工过的工件表面上刮去微量金属,以提高表面形状精度、改善配合表面间接触状况的钳工作业。刮削是机械制造和修理中最终精加工各种型面(如机床导轨面、连接面、轴瓦、配合球面等)的一种重要方法。刮削真正的作用是提高互动配合零件之间的配合精度和改善存油条件,刮削运动的同时工件之间研磨挤压对工件表面的硬度有一定的提高,刮削后留在工件表面的小坑可存油从而使用配合工件在往复运动时有足够的润滑不致过热而引起拉毛现象.
-

选择特殊符号
选择搜索类型
请输入搜索
用刮刀刮除工作表面薄层的加工方法称为刮削。刮削加工属于精加工。
通过刮削加工后的工件表面,由于多次反复地受到刮刀的推挤和压光作用,因此使工件表面组织变得比原来紧密,并得到较细的表面粗糙度。
精密工件的表面,常要求达到较高的几何精度和尺寸精度。在一般机械加工中,如车、刨、铣加工后的表面、工具达到上述精度要求。因此,如机床导轨和滑行面之间、转动的轴和轴承之间的接触面、工具量具的接触面以及密封表面等,常用刮削方法进行加工。同时,由于刮削后的工件表面,形成比较均匀的微浅凹坑,给存油创造了良好的条件。
刮削工作是一种古老的加工方法,也是一项繁重的体力劳动。但是,由于它所用的工具简单,且不受工件形状和位置以及设备条件的限制;同时,它还具有切削量小、切削力小、产生热量小、装夹变形小等特点,能获得很高的形状位置精度、尺寸精度、接触精度以及较细的表面粗糙度,所以在机械制造以及工具、量具制造或修理中,仍然是一种重要的手工业作业。 刮削一般由钳工手持刮刀操作,有平面刮削和曲面刮削两种方法。刮刀一般用碳素工具钢或轴承钢制造,后端装有木柄,刀体部分淬硬到HRC60左右,刃口经过研磨,磨损后可进行复磨。工件表面先经切削加工,刮削余量为 0.05~0.4毫米。平面刮削的操作分推刮和拉刮两种。推刮主要依靠臂力和胯部的推压作用,切削力较大,适于大面积的粗刮和半精刮。拉刮仅依靠臂力加压和后拉,切削力较小,但刮削长度容易控制,适于精刮和刮花。
曲面刮削时用腕力控制曲面刮刀,使侧刀刃顺着工件曲面刮削。
每次刮削前,为了辨明工件误差的位置和程度,需要在精密的平板、平尺、专用检具或与工件相配的偶件表面涂一层很薄的显示剂(也可涂在工件上),然后与工件合在一起对研(来回摩擦)对研后,工件表面的某些凸点便会清晰地显示出来,这个过程称为显点。常用的显示剂是红丹油(氧化铁或氧化铅加机械油调制)或蓝油(普鲁士蓝与蓖麻油或机械油调制)。显点后将显示出的凸起部分刮去。经过反复地显点和刮削,可使工件表面的显示点数逐步增多并均匀分布,这表示表面的形状误差在逐步减小。因此,刮削通常在机床行业内也称刮研。
刮削表面的质量通常用25×25毫米面积内均布的显示点数来衡量。一般连接面要求有5~8点;一般导轨面要求有 8~16点;平板、平尺等检具的表面和滑动配合的精密导轨面要求有16~25点;某些高精度测量工具的表面要求有25~30点。在刮削后的外露表面上,有时再刮一层整齐的鱼鳞状花纹或斜花纹以改善外观。在精刨、精铣或磨削后的精密滑动面上刮一层月牙花纹或链状花纹,可改善工作时的润滑条件,形成微观油槽,提高耐磨性。
刮削一般平面时选用长条形的刮刀,材料一般为弹簧钢(用废旧轴承回炉锻打也可),可直接把刀头热处理后用于精刮,也可焊上合金刀片用于粗刮. 刮削回转面是一般用三角刮刀,材料一般为高碳钢.如刮削车床的主轴铜套,用行灯照明,用肘部的力量刮削,用红丹粉显点.这方面任何机械也代替不了. 刮削的同时要分时段测量形位公差,同时注意研点要求,要接近公差标准是注意提高刮研点数,在达到精度要求时同时点数也要达到检验要求才算成功刮削.
一、校准工具校准工具是用来研磨接触点和检验刮削面精确性的工具,也称研具。常用的有以下几种:
1)标准平板。用来检查较宽的平面。
2)检验平尺。用来检验狭长的平面。桥形平尺,用来检验机床导轨面的直线度误差;工形平尺,有单面和双面两种。
3)角度平尺。用来检验两个刮削面成角度的组合平面,如燕尾导轨面。其形状有55°、60°等。
二、刮刀是刮削工作中的主要工具,要求刀头部分具有足够的强度,刃口必须锋利。
根据不同的刮削表面,刮刀可分为平面刮刀和曲面刮刀两大类:
1)平面刮刀。主要用来刮削平面,如平板、平面导轨、工作台等,也可用来刮削外曲面。按所刮表面精度要求不同,可分为粗刮刀、细刮刀和精刮刀三种。
2)曲面刮刀。主要用来刮削内曲面,如滑动轴承内孔等。曲面刮刀有多种形状,如三角刮刀和蛇头刮刀等。
刮削 guāxiāo
1.[scrape;pare away]∶同“刮”
2.[skiving]∶用刀具的高度剪切或滑移作用来切除金属薄层或薄屑
精加工最后一步,提升精度和光洁度,余量0.02时用
问题不全,给你稍作补充:进口的一共有6家 1、塔基 最早进入国内市场,而且产品不错。所以声誉还是挺高的,但是设备价格过高,投入这样一台设备能不能带来相应的效益,需谨慎。2、西拉 在一些...
在不同的行业有不同的刮削方法,比如水果去皮,机械零件加工就各有一套。
一、校准工具校准工具是用来研磨接触点和检验刮削面精确性的工具,也称研具。常用的有以下几种:
1)标准平板。用来检查较宽的平面。
2)检验平尺。用来检验狭长的平面。桥形平尺,用来检验机床导轨面的直线度误差;工形平尺,有单面和双面两种。
3)角度平尺。用来检验两个刮削面成角度的组合平面,如燕尾导轨面。其形状有55°、60°等。
二、刮刀是刮削工作中的主要工具,要求刀头部分具有足够的强度,刃口必须锋利。
根据不同的刮削表面,刮刀可分为平面刮刀和曲面刮刀两大类:
1)平面刮刀。主要用来刮削平面,如平板、平面导轨、工作台等,也可用来刮削外曲面。按所刮表面精度要求不同,可分为粗刮刀、细刮刀和精刮刀三种。
2)曲面刮刀。主要用来刮削内曲面,如滑动轴承内孔等。曲面刮刀有多种形状,如三角刮刀和蛇头刮刀等。


 铝焊丝刮削工序设备结构的探讨
铝焊丝刮削工序设备结构的探讨
铝焊丝刮削工序设备结构的探讨
本文介绍了两种用于铝焊丝刮削工序设备结构,应不同的使用要求,可以实现同步碎削或者排削。设备本身的结构简单,改造成本经济。
铝合金焊丝的拉拔及刮削工艺
铝合金焊丝的拉拔及刮削工艺
为制造高品质铝合金焊丝材料,通过分析单模拉伸条件、拉伸的影响因素、拉伸配模原则、拉伸加工率等对铝合金焊丝拉伸的影响,制订了铝合金焊丝单模拉伸工艺、热处理工艺、多模连拉工艺及机械刮削光亮化工艺。结果表明:当加工率不超过27%、退火温度为(410±10)℃,保温1.5 h,可实现铝合金焊丝的单模拉伸;当2道模具之间的加工率为17%,且道次之间变形率一致时,可实现多模拉伸并可保证产品质量;定径处理后的铝合金焊丝,采用钨钢材料制成刮削模具进行刮削处理,在保证刮削量>0.04 mm、刮削速度不低于8 m/s、控制超声波频率及清洗水温度的情况下,可实现铝合金焊丝的光亮化处理。

刮削滚光机切削油
产品参数:
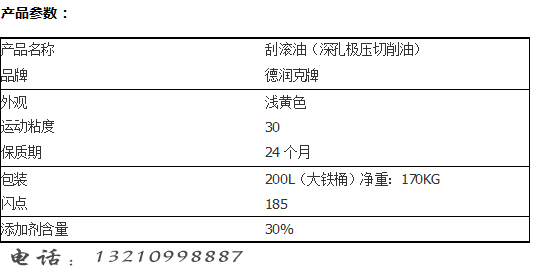
德润克牌刮削滚光机切削油是使用高精提炼的矿物油作为基础,配以优质的精选出添加剂及配比比例研发而成,配合高渗透性饱和油酯, 适合严苛的加工条件下加工使用,气味温和 ,颜色为浅黄色,对于国产及进口机床都可提高工件中的精度 ,对于加工工件的如:黑色金属及有色金属都具有极高的加工保护作用。


性能特点:1.本产品具有优越的极压润滑性及抗磨性能,刀具与工件间形成牢固的化学润滑膜,防止刀具与加工件之间发生烧结现象,并可提高工件的表面精度。2.本产品还具有高渗透性能,抗氧化安定性,延长刀具的使用寿命,并且使用周期较长。3.本产品具有高闪点低油雾的效果,气味温和,改善工作环境,降低损耗。
4.本产品具有急速冷却性,可及时带走加工过程中产生的热量。
本公司的生产技术是目前国内最崭新的加工方式,通过对刮削滚光机多年加工特性研究开发的最早的一款刮削滚油产品。长期以来是我公司研发卓越的一款高端加工产品。
刮削滚光机切削油产品具有流动性强、冷却性好,在高温作业下也能保证油品的低挥发低损耗。本产品在加工孔径方面广泛,且保证各种性能的稳定性,本产品在铁屑的沉降性方面表显卓越,避免产生积瘤。本产品在机床的长期使用中无需更换,只需补充损耗。
本产品型号特别适用于各类国产、进口机床,不需在花大价钱去选择进口油。
刮削器及弹簧式刮削器。
其特征在于该种套管刮削器具有外壁嵌有毛刷的刮屑主体,所述毛刷的外径与所述刮屑主体下端喇叭口的外径之差为正值。由于该种套管刮削器上的毛刷可紧贴套管内壁,首先可刮去套管内残余的蜡,刮蜡效果好;并且能起到扶正作用,防止刮屑主体下端的喇叭口损伤套管。
套管刮削器可用于清除残留在套管内壁上水泥块、水泥环、硬蜡、各种盐类结晶和沉积物、射孔毛刺以及套管锈蚀后所产生的氧化铁等物,以便畅通无阻地下入各种下井工具。尤其在下井工具与套管内壁环形空间较小时,更应在充分刮削之后,再进行下步施工。国内一些油田以及国外油水井施工作业时,使用刮削器已成为一种必不可少的工序,其目的在于提高工具下入和作业的成功率。例如封隔器的坐封成功率等。