滚刀刃磨床文献

 基于NUM数控系统改造数控滚刀磨床的程序编制
基于NUM数控系统改造数控滚刀磨床的程序编制
基于NUM数控系统改造数控滚刀磨床的程序编制
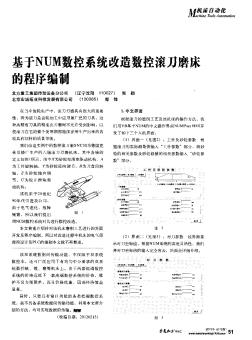
在当今齿轮生产中,滚刀刃磨具有很大的重要性,因为滚刀是齿轮加工中应用最广泛的刀具,这种高精度刀具的精度在刃磨时不允许受到影响,以便滚刀在它的整个使用期都能保证所生产出来的齿轮具有同样的质量等级。我们改造实例中的数控滚刀磨SNC30为德国克林贝格厂生产的六轴滚刀刃磨机床,其中各轴的定义如图1所示,图中X为砂轮架滑座驱动机构,A
 星形套滚道加工数控磨床改造
星形套滚道加工数控磨床改造
星形套滚道加工数控磨床改造
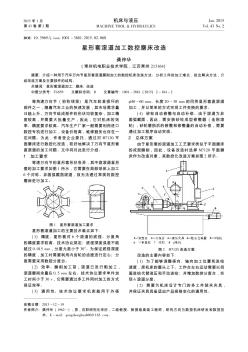
介绍一种用于汽车万向节星形套滚道磨削加工的数控机床改造方法。分析工件的加工难点,给出解决方法,介绍改造方案及主要部件的结构。