滚焊机分类文献

 滚焊机安全操作规程 (2)
滚焊机安全操作规程 (2)
滚焊机安全操作规程 (2)
第 1 页 共 6 页 行业资料: ________ 滚焊机安全操作规程 单位: ______________________ 部门: ______________________ 日期: ______年_____月_____日 第 2 页 共 6 页 滚焊机安全操作规程 钢筋骨架滚焊机及管桩滚焊机属大型机械设备, 日常操作过程中必 须按以下程序操作,否则损坏设备,危及人身安全。 1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接 过程中滑块飞出,造成事故。 2、当设备运行出现异常时,应立即停车检查故障原因所在,待故 障排除之后在重新起车焊接。在维修或调整设备(包括调节行程开关及 接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修, 严禁在设备带电状态下进行调整。 3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供 筋系统,不得跨越环筋),以免发生危险。
 钢筋笼滚焊机施工工法 (2)
钢筋笼滚焊机施工工法 (2)
钢筋笼滚焊机施工工法 (2)
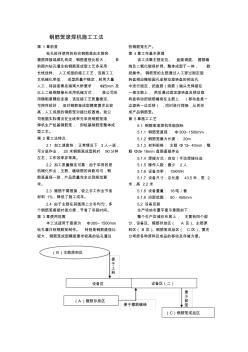
钢筋笼滚焊机施工工法 第 1 章前言 钻孔桩所使用的柱状钢筋笼由主筋和 箍筋焊接或绑扎而成,钢筋直径比较大, 目 前国内钻孔灌注桩钢筋笼成型工艺多采用 长线放样、 人工成型的施工工艺,该施工工 艺机械化率低, 成型质量不稳定,耗用大量 人工,特别是青岛海湾大桥要求 Φ25mm 及 以上二级钢筋接长采用机械方式, 我公司采 用镦粗直螺纹连接,该连接工艺质量稳定、 可控性较好, 但对钢筋笼成型精度要求比较 高,人工成型的钢筋笼对接比较困难。我公 司根据实际情况在全线率先采用钢筋笼滚 焊机生产桩基钢筋笼, 即桩基钢筋笼整体成 型工艺。 第 2 章工法特点 2.1 加工速度快:正常情况下 3 人一班, 可分班作业, 20 米钢筋笼成型耗时 90分钟 左右,工作效率非常高。 2.2 加工质量稳定可靠:由于采用的是 机械化作业,主筋、缠绕筋的间距均匀,钢 筋笼直径一致,产品质量完全达到规范要 求。 2




