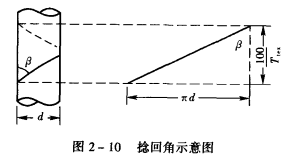
由倍捻机捻度计算公式T=n×2/v(T——捻度(捻/m);n——锭速(r/min);v——引纱速度(m/min)可知,锭速及引纱速度是影响股线捻度不匀的主要因素。
倍捻机锭速差异对捻度不匀的影响
锭速差异的调查
股线捻度与锭速成正比,锭速变化势必引起股线捻度不匀,且捻度不匀随着锭速变化差异率的增大而增大。用MSX-10型闪光测速仪对6号车纺C/T 19.7 tex×2品种的每个锭子的锭速进行了测试。根据测试结果,计算出该机台锭速平均值为9 234.52 r/min,最低锭速为9209 r/min,最高为9268 r/min,锭速极差为59 r/min,以平均差系数表示的锭速不匀率为0.43%。
另外,我们发现对同品种、不同机台锭速进行测试的差异更大,这说明倍捻机锭速差异是造成捻度不匀的一个主要因素。
影响锭速的因素分析
1
龙带张力对锭速的影响
由于倍捻机是靠龙带摩擦传动锭子对股线进行加捻,因此龙带张力的大小直接影响整台车的锭速。由于龙带本身有一定的弹性,且其张力受气候影响较大;当秋冬季及长时间停车时,龙带收缩大导致张力增大,使锭速增高,春夏季则相反。
2
张紧轮进出位置对锭速的影响
每个张紧轮的进出位置,都会直接影响到相邻两个锭子的锭速,设备技术条件中对张紧轮进出位置有严格要求。经过测试,每个调节单位的偏差都会影响到龙带和锭子的接近度,使锭速偏差约为40 r/min。
3
锭子的润滑情况对锭速的影响
锭子在龙带摩擦传动下高速回转时同时与两个力矩发生作用,一个是龙带的摩擦力所引起的转动力矩,一个是锭子和锭脚轴承的摩擦力所引起的阻力矩。这两个力矩的大小直接影响锭速的大小,锭子油的作用是在锭尖和锭胆间形成油膜以减小轴承对锭子的摩擦阻力,因此锭子的润滑情况直接影响锭速。
在倍捻机上对同一组锭子在两种润滑状态下的锭速进行对比测试,一种是锭脚刚清洗加油后的良好润滑状况,另一种是锭子上车运行一段时间后较差的润滑状况。用闪光测速仪测得锭子的转速平均值分别为9240 r/min和9196 r/min,两种状态相差44 r/min,表明锭子润滑状况对锭速的确有一定影响。
引纱速度对倍捻机捻度不匀的影响
引纱速度分析
股线捻度与引纱速度成反比,引纱速度的快慢势必引起股线捻度不匀,且引纱速度差异越大,股线捻度不匀越严重。
影响引纱速度的因素分析
1
筒管的接近度对引纱速度的影响
以CJ 9.7 tex×2为例,4种方案测试结果对比见表1。
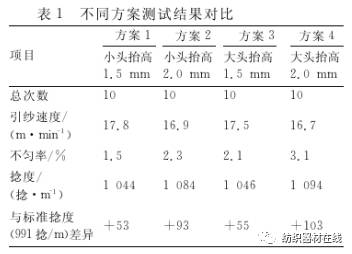
从表1可看出:当筒管小头抬高时,大头和滚筒摩擦传动,此时引纱速度小于正常状态下的引纱速度,捻度大于设计要求,且小头抬高越多则引纱速度越低、捻度差异越大,捻不匀也越大;当筒管大头抬高时,小头和滚筒摩擦传动,此时引纱速度小于正常状态下的引纱速度,捻度大于设计要求,且大头抬高越多,引纱速度越低、捻度差异越大、捻不匀越大。
从以上试验可以看出,筒管的接近度也是影响引纱速度的一个主要因素。
2
弹仓张力对引纱速度的影响
倍捻机是靠弹仓内弹簧的伸缩对纱线施与张力的,如果弹仓上下位置安装不正确,或弹仓内弹簧规格不正确,或弹仓内集花过多,都会影响弹仓施与纱线的张力,从而影响引纱速度。
3
大小夹头轴承及摇架夹力对引纱速度的影响
倍捻机大小夹头是靠两个小轴承转动来实现筒子转动卷绕的,如果夹头轴承转动不灵活或者摇架对筒子的夹力不足,都可能影响正常的引纱速度。
4
锭翼的转动对引纱速度的影响
如果倍捻机生产环境不好,如花毛乱飞或机台清洁不良,都会造成锭翼和锭管之间夹花毛,使锭翼转动时出现顿挫现象而影响正常的引纱速度。
本文为“纺织器材在线”专稿,转载请注明出处!
点击以下链接直接阅读经典文章