选择特殊符号
选择搜索类型
请输入搜索
辊涂机主要由涂敷机构与转向支撑机构组成。右图 所示为金属卷材正面与背面同时涂装用的辊涂机示意图。
1、涂敷机构
涂敷机构也称涂敷头,由取料辊、涂敷辊和涂料盘构成,这种构成形式通常称为二辊式。取料辊的作用是从涂料盘内沾取涂料,并将涂料转移给涂敷辊,涂敷辊是将涂料涂敷在卷材的表面。每个转辊都附设有调节装置,可以调节转辊之间的间隙与压力,以便获得所要求的涂布量。当停机和卷材接缝通过时,正面的涂敷辊可通过自动调节装置自动与卷材脱离接触,保护涂敷辊不受损坏。
三辊式涂敷头与二辊式的区别是增加了一个调节辊,调整调节辊与取料辊之间的间隙,可以调整湿膜厚度。
生产速度较高的辊涂机常设置两个涂敷头,右图所示在卷材正面即设有两个涂敷头,设两个涂敷头的目的是为了快速更换涂料和涂敷辊。
2、转向、支撑机构.实际使用的
转向、支撑机构由转向辊、支持辊和顶托辊构造。转向辊将卷材经180℃转向,使卷材输入支持辊呈合适的角度;支持辊是在涂敷时,支撑卷材接受正面涂敷;顶托辊是支持辊与背面涂敷头之间卷材起顶托作用,通过调节机构调整顶托距离,可以调整卷材背面的涂布量,当停机和卷材接缝通过时,借助自动调节装置,将卷材顶离背面涂敷辊,保护涂敷辊不受损坏。
3、驱动方式
辊涂机转辊的驱动分为集体驱动和单辊驱动两种方式。集体驱动是指辊涂机的所有转辊由一个电动机驱动,这种驱动方式不易改变工艺技术参数。单辊驱动是每个转辊各配置一个专用的直流电动机,可以任意改变转动方向和转速,容易改变工艺技术参数。
涂敷辊的转动方向与被涂卷材(或板材)的移动方向相同的辊涂机称为同向辊涂机。同向辊涂机适用于低粘度涂料,一般用于薄膜型涂料,所获得的涂膜厚度为10~20μm。涂装速度一般不超过100m/min,超过100m/min应采用逆向辊涂机。与逆向辊涂机比较,涂敷辊(橡胶辊)的磨耗小。
(1)卷材用的同向辊涂机 这种辊涂机的取料辊与涂敷辊、涂敷辊与支持辊为同一方向转动。实际使用的调速比:取料辊/涂敷辊=1.5~1.0、涂敷辊/支持辊=0.3~1.0,通过调整涂料粘度与转辊之间的间隙调整涂膜厚度。
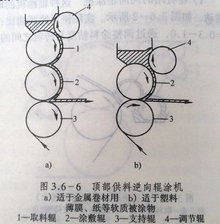
(2)顶部供材料板材用的同向辊涂机 这种辊涂机从顶部供给涂料,取料辊与调节辊、调节辊与涂敷辊、涂敷辊与支持辊的转动方向都是相同的,四个转辊的周速度也是相同的,通过调整取材辊与调节辊的间隙调整涂膜厚度。
涂敷辊的转动方向与被涂卷材(或板材)的移动方向相反的辊涂机称为逆向辊涂机。逆向辊涂机可使用高粘度涂料,适用于厚膜涂装,其粘度可达120s(涂-4杯)以上。
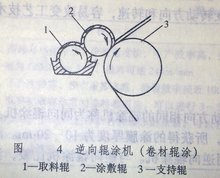
(1)卷材逆向辊涂机 卷材逆向辊涂机有两种形式。
如图4所示辊涂机其涂敷辊与支持辊为逆向转动,但取料辊与涂敷辊是同向转动。常用的周速比:涂敷辊/支持辊=1.1~1.3,涂敷触变型涂料其周速比以1.5~1.6为妥;取料辊/支持辊=0.2~0.4。这种辊涂机与同向辊涂机比较,适宜采用较高粘度涂料进行比较厚的涂膜涂装,可获得的涂膜厚度为5~100μm(湿膜)。通过调整取料辊与涂敷辊之间的间隙,调整涂膜的厚度。
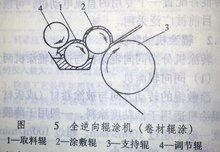
如图5所示为全逆向辊涂机,调节辊与取料辊与涂敷辊、涂敷辊与支持辊都是逆向转动。常用的周速比:涂敷辊/支持辊=1.2、取料辊/涂敷辊=1.2、调节辊/取料辊=0.05~0.2。这 种辊涂机适用于高粘度触变性强的涂料和进行厚膜涂装,借助调整调节辊与取料之间的间隙,可获得厚度50~500μm的涂膜。
(2)顶部供料逆向辊涂机 顶部供料逆向辊涂机如下图6所示,涂料是从涂敷头的顶部供给,借助涂料自身的重力转移至涂敷辊。这种辊涂机属全逆向型,转辊的工作原理、周速比与涂膜厚度的调整,都与卷采用的全逆向辊涂机相似。这类辊涂机适宜涂敷粘结剂、乙烯基溶液胶等高粘度触变型涂料。
图6-a所示顶部供料逆向辊涂机的涂敷辊系橡胶辊,支持辊系钢质辊,适用于金属卷材涂装。图6-b所示顶部供料逆向辊涂机的涂敷辊系钢质辊,支持辊系橡胶辊,适用于塑料薄膜、纸等全职被涂物涂装。
换油漆,特别是金属漆没几家能辊的好的,原因有两种:一是油漆质量不好;二是机器没有调整好。
挖掘机的高效操作方法 操作工在掌握一定操作挖掘机水平后,可根据该机的工作特点,练习高效操作方法,以增加工作效率。 1.在提大臂的同时可左右转向,以快速到达取土点。(推拉手柄6的同时,推拉手柄...
做辊涂机淋涂机喷涂机UV机等广东佛山欧迈科机械设备有限公司还做什么
佛山市欧迈科机械有限公司主要经验三项他有两个工厂一个经营部其中一个工厂的产品是:全精密单辊涂布机、全精密双辊涂布机、全精密三辊涂布机、大型UV固化机、小型UV固化机、砂光机、粉尘清除机、淋涂机、改色机...

 用辊涂机生产薄膜彩涂钢板
用辊涂机生产薄膜彩涂钢板
用辊涂机生产薄膜彩涂钢板
据《R—D神户制钢技报》Vol. 39,Np. 1,1989报道,以往采用辊涂机生产彩涂钢板用的是有机溶剂涂料,涂层厚度一般为5~25μm。近年来,为了降低成本,提高彩涂钢板性能,已在研制膜厚为0.1~2μm的涂钢板。要生产膜厚为2μm以下的彩涂钢板,一般都要用固体组分低的低粘度涂料。问题是该涂层厚度的控制要比中、高粘度涂料困难得多,而且往往影响外观。
热镀锌线辊涂机的原理探讨
热镀锌线辊涂机的原理探讨
辊涂机是镀锌线上的重点设备之一,其运行状况与镀锌线生产效率及带钢质量息息相关。本文主要介绍三冷镀锌线辊涂机结构原理、控制方式、与其它类型辊涂机的分析与比较。
昆山卡尔弗机械有限公司生产机械名称如下:全精密双滚涂机,UV辊涂机,水性辊涂机,腻子机,补土机,镭射滚涂机,镭射面漆滚涂机,淋涂机,正逆辊,镜面淋幕机,侧边滚涂机,侧边喷涂机,水性喷漆机,UV喷漆机,UV多面干燥机,IR加热流平机,喷射式干燥机,水性热风干燥机,真空喷涂机,UV干燥机,三色印刷机,水性着色毛刷机,背漆机,粉尘清除机,砂光机,仿古拉丝机,覆膜机,皮带式输送机,自动送料机,龙门式上下料等。
优点
1、高速自动化作业,涂装速度快,生产效率高,生产速度一般为100m/min左右,最高可达244m/min
2、不产生漆雾,没有漆雾飞溅,涂着效率接近100%
3、低粘度和高粘度的涂料都适应,可以进行3-5μm的薄膜到300-500μm的厚度各种膜厚的涂装。可以较准确的控制漆膜厚度,且厚度均匀一致
4、正面和背面可以同时涂装
缺点
1、只适应平面涂装,不适应其他形状的被涂物
2、由于辊涂机采用统一的涂料循环输送、回收系统、涂料的投入量大,所以不适宜多品种的小批量生产
3、涂装工艺条件如控制不当,漆膜易产生辊痕
4、由于涂料是在转辊表面以湿膜形式转移至被涂物表面,溶剂挥发快,辊涂过程中涂料的粘度容易产生变化。2100433B