滚子属滚动体,与钢球同是轴承的最重要组成部分,也是轴承行业使用最多的滚动体。滚子的质量直接影响轴承质量。
圆锥滚子技术条件
圆锥滚子的大头称为基面。有圆锥基面、平基面和球基面,锥角φ为1°~4°20′,由于球基面的工作性能较好,下面就只讨论球基面。
滚动轴承标准对滚子各项公差定义和具体制造公差值作了规定,各项公差定义如下:
圆度误差:线(外)表面的外接圆与线上任意点间的最大径向距离。
单一平面直径变动量VDWP:单一径向平面内,滚子最大与最小单一直径的算术平均值。
基准端面圆跳动:圆锥基准端面上一距滚子最大倒角尺寸1.2倍处,且圆心在该滚子轴心线上的圆周,在此圆周上的各点距一径向平面的最大与最小轴向距离之差。
圆锥角偏差Δ2φ:在滚子任一轴向平面内,滚子圆锥表面两素线的夹角与滚子公称圆锥角之差。
规值批直径变动量VDWL:在同一规值批中,具有最大单一平面平均直径的滚子与具有最小单一平面平均直径的滚子,其单一平面平均直径之差。
规值批圆锥角变动量V2φL:在同一规值批中,具有最大圆锥角的滚子与最小圆锥角的滚子,其圆锥角之差。
圆锥滚子加工过程
圆锥滚子的制造过程随滚子的精度等级、尺寸大小、生产批量和加工方法不同而不同,但基本的制造过程大体一致,具有代表性的制造Ⅲ级圆锥滚子的工艺过程为:投料(矫直、倒角)——冲压成形——窜去环带——选出料头——软磨外径——软磨端面——热处理——窜氧化皮——粗磨外径——窜软点——软点检查——热清洗防锈——磨端面——热清洗防锈——细磨外径——终磨外径——超精外径——热清洗、干燥擦净——终检选别——涂油包装。为分析方便,可将制造过程划分为六段:毛坯加工——热处理前的软磨——热处理——热处理后硬磨——精加工——质量检查与选别。
圆锥滚子主要加工分析
毛坯加工
毛坯加工方法有冷镦、热镦和车削等,其中冷镦方法效率高,滚子内在质量较好,对于直径大于30mm的滚子多在单轴或多轴自动车床上用集中工序法车削或普通车床上用分散工序法车削,对于大型滚子毛坯用热锻成形法。
下面仅对冷镦滚子加工进行分析,常见冷镦圆锥滚子的形状如图。
①冷镦滚子的优点
冷镦滚子是在常温下利用模具迫使金属料段产生塑性流动,充满凹模与冲头构成的空间,从而获得滚子毛坯的一种方法。它有下列优点:①滚子机械性能有所提高,因产生的塑性变形使材料发生冷作硬化,金属流线不被切断,金属原有的缺陷会被压实;②节约原材料;③生产率较高,一般冷镦机的自动化程度高,70~100个/min;④滚子尺寸形状精确,表面粗糙度值低,模具及机床的精度可保证滚子的尺寸形状精度,冷镦中金属表面在高压下受到模具光滑表面的熨平,表面粗糙度值低。
②冷镦滚子的力分析
冷镦圆锥滚子时,成形之前除滚子小端倒角区域和柱心部分受三向压应力外,大部分基体均受一向压应力和两向拉应力,越靠近滚子大端其拉应力越大,其拉应力会导致金属晶间变形,使金属塑性下降。因此,当毛坯或模具形状尺寸设计不合理,材料差,工艺不当,冷镦滚子往往在大端倒角处产生开裂。
此外,冷镦中毛坯与模具间的摩擦、材料内部组织不均匀及模具尺寸形状不合理,还会引起滚子内部产生附加应力,降低金属塑性,增加金属的变形抗力,在滚子内部产生残余应力。这附加应力会引起滚子的尺寸形状变化和降低工艺性能等。特别是外摩擦引起的附加应力,对滚子质量和加工工艺不利,它主要发生在滚子小端倒角的轴向区域,使滚子倒角处的内外质量降低,同时增加模具磨损及降低模具寿命。影响摩擦的主要因素有材料性能、模具结构形状、表面质量与润滑效果.
由于冷镦滚子是在室温下进行,变形抗力很大,特别是在料段充满模具空间使滚子毛坯成形时,其整个滚子实体基本上全受三向压应力,这时变形抗力极大,且滚子越大,变形抗力也越大。另外,当滚子冷镦变形程度超过材料本身许用变形程度时,在滚子圆周表面就会形成裂纹。

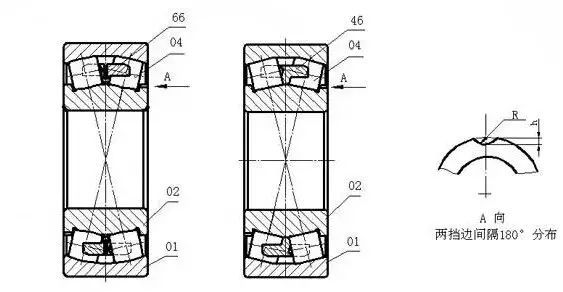
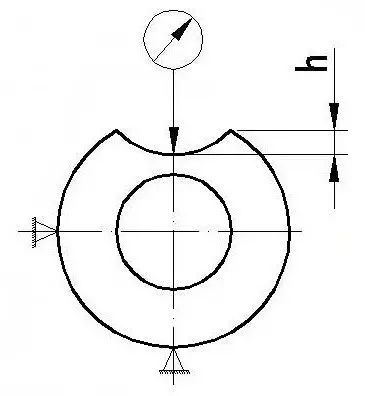
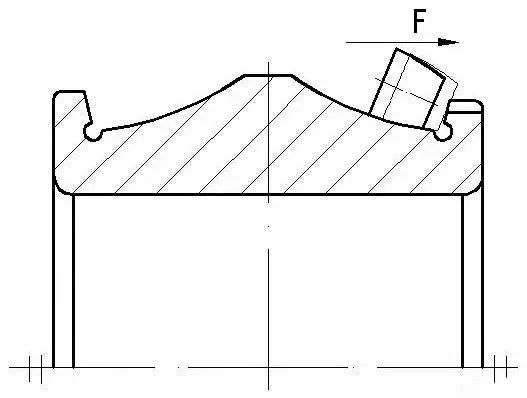
 双列圆锥滚子轴承滚子大端-引导边润滑接触分析
双列圆锥滚子轴承滚子大端-引导边润滑接触分析