选择特殊符号
选择搜索类型
请输入搜索

1.使用时炉膛温度不得超过最高炉温,也不要长时间工作在额定温度以上。
2.工作环境条件为:温度0~50℃ ,相对湿度<80%,无导电尘埃,无易燃易爆物品和腐蚀性气体。
3.使用时炉门要轻开轻关,以防损坏机件。
4.在炉膛内取放样品时,应先关断电源,并轻拿轻放,以保证安全和避免损坏炉膛。
5.为延长产品使用寿命和保证安全,在设备使用结束之后要及时从炉膛内取出样品,退出加热并关掉电源。
6、设备环境大气压力:86.0~106.0Kpa
High temperature box type resistancefurnace
1,电源电压:220V--380V
2,加热功率:4KW---18KW
3,控制方式:可控硅控制,PID参数自整定功能,手动/自动切换无干扰功能,超温报警功能(如图《超温报警器》)。
4,显示精度:±1℃
5,冲温值:1--3℃
1.使用的过程中切勿跨越本电阻炉的最高温度。2.装取试样时一定要堵截电源,以防触电。3.装取试样时炉门封闭时间应尽可能短,以减少电炉的使用寿命。4.制止向炉膛内贯注任何液体。5.不得将沾有水和油的试样...
1、装取试样时要戴专用手套,以防烫伤。 2、装取试样时一定要切断电源,以防触电。 3、装取试样时炉门开启时间应尽量短,以延长电炉使用寿命。 4、试样应放在炉膛中间,整齐放好,切勿乱放。 5、使用时切勿...
这要看厂家的,我们是用的氧化铝陶瓷纤维。
炉膛 采用特种陶瓷纤维材料和专利技术设计,具有双炉膛结构。既有升温速度快的特征,又有长期不塌陷,高温不掉粉,超温不裂缝的独有特征。
控制系统采用模块化结构,关键部件长寿命设计,控温精度高,稳定可靠。
可编程满足50个时段连续恒温及控温要求,实现自动升温和恒温,具有PID自整定功能,具有手动/自动切换无干扰和超温报警功能,具有温度补偿和温度校正功能。
节能50%以上。
温度 稳定性±1℃

1.使用时切勿超过电阻炉的最高温度。
2.装取试样时一定要切断电源,以防触电。
3.装取试样时炉门开启时间应尽量短,以延长电炉使用寿命。
4.禁止向炉膛内灌注任何液体。
5.不得将沾有水和油的试样放入炉膛;不得用沾有水和油的夹子装取试样。
6.装取试样时要戴专用手套,以防烫伤。
7.试样应放在炉膛中间,整齐放好,切勿乱放。
8.不得随便触摸电炉及周围的试样。
9.使用完毕后应切断电源、水源。
10.未经管理人员许可,不得操作电阻炉,严格按照设备的操作规程进行操作。

 高温箱式电阻炉设计
高温箱式电阻炉设计
高温箱式电阻炉设计
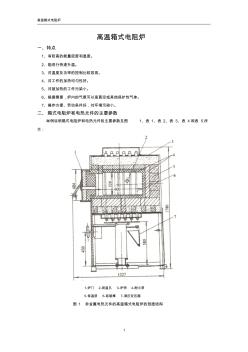
高温箱式电阻炉 1 高温箱式电阻炉 一、特点 1、有较高的能量密度和温度。 2、能进行快速升温。 3、对温度及功率的控制比较容易。 4、对工件的加热均匀性好。 5、对被加热的工件污染小。 6、根据需要,炉内的气氛可以是真空或其他保护性气体。 7、操作方便、劳动条件好,对环境污染小。 二、箱式电阻炉和电热元件的主要参数 举例说明箱式电阻炉和电热元件的主要参数见图 1、表 1、表 2、表 3、表 4和表 5所 示: 1-炉门 2-测温孔 3-炉壳 4-耐火层 5-保温层 6-硅碳棒 7-调压变压器 图 1 非金属电热元件的高温箱式电阻炉的剖面结构 高温箱式电阻炉 2 表 1 金属电热元件的 1200℃箱式电阻炉的产品规格及技术参数 型号 功率 (kW) 电压 (V) 相 数 最高工 作温度 (℃) 炉膛尺寸 (长×宽 ×高 )(mm×mm× mm) 炉温 850℃时的指标 空炉损耗
 箱式电阻炉的设计
箱式电阻炉的设计
箱式电阻炉的设计
0 课 程 设 计 设计课题 电阻炉的设计 课程名称 材料工业热工设备 专业无机非金属材料工程 班级 材本 1103 学号 11701540312 姓名 滕德智 指导老师 娄晓明 时间 2014年 6月 1 设计任务书 一、 题目:电阻炉的设计 (箱式 ) 二、 原始数据: 电路形势:箱式电阻炉 炉膛尺寸: 120170260 mm 使用温度: 1000℃ 表面温度: 60℃ 电源电压: 220V 三、 设计要求: 1、 设计认真,积极思考,独立完成,有所创新。 2、 设计说明书:一份 思路清晰,论述充分;设计参数选择合理,设计计算步骤完整,结果 准确;著名参考文献。 3、 设计图纸: 图画布置合理,比例适当,图画清洁;绘图线条类型正确,位置准确; 尺寸标注正确、齐全。 2 引言 陶瓷工业在社会主义建设, 国防科学和人民生活都占重要的地位, 它不仅与 人类的日常生活存在密切的
公司现拥有职工350人,其中各类管理人员48人,技术人员15人。占地面积2.2万平方米,建筑面积1万平方米。主要职能部门有技术部、质量部、生产部、销售部、供应部、财务部、公司办公室等。主要生产设备有各类机床100余台,氩弧焊、等离子喷焊、高频淬火炉、高温箱式电阻炉等设备,主要检测设备有安全阀全性能试验装置、拉力试验机、金像分析仪、光谱仪、弹簧拉压试验机、液压阀门试验台、硬度计、测厚仪、测温仪等,并设有材料化验室。为了达到顾客持续满意,企业不断强化管理,加大科技投入,培养和引进各种技术和管理人才,不断进行工艺革新,提高企业产品的工艺水平、设备和检测能力。目前可生产制造不同型号规格的安全阀、电站阀、闸阀、止回阀、球阀、蝶阀、排污阀、平衡阀、调节阀等十几种系列1000多个规格的产品,并以其优异的产品内在质量、外观质量及优质的售后服务,深受广大顾客的好评。
第2版前言
第1版前言
绪论
热处理设备基础
第一节筑炉材料
一、耐火材料
二、隔热材料
三、其他筑炉材料
第二节传热学基础
一、传热的基本方式
二、炉墙的稳定态传导传热
三、对流传热
四、辐射传热
五、综合传热
训练题
第二章周期作业电阻炉
第一节箱式电阻炉
一、高温箱式电阻炉
二、中温箱式电阻炉及少无氧化箱式电阻炉
第二节井式电阻炉
一、中温并式电阻炉
二、低温井式电阻炉
三、井式化学热处理电阻炉
第三节非标电阻炉设计
一、电阻炉结构设计
二、电阻炉功率的确定及电热元件接线
三、电热元件的材料选择、计算与安装
第四节电阻炉的节能及炉温的均匀度
一、增强保温,减少传导 一
二、增强对流效果,加强对流传热
三、增强对工件的热辐射,减少对外界的热辐射
四、其他方面
训练题
第三章热处理浴炉
第一节热处理浴炉的分类及电阻加热浴炉
一、热处理浴炉的分类-
二、电阻加热浴炉
第二节电极盐浴炉
一、电极盐浴炉的工作原理及特点
二、插入式电极盐浴炉
三、埋入式电极盐浴炉
第三节电极盐浴炉的设计与使用
一、电极盐浴炉炉膛尺寸及功率的确定
二、电极盐浴炉炉体结构及电极设计
三、变压器的选择及汇流排尺寸的确定
四、电极盐浴炉的排气装置及起动
五、盐浴炉使用注意事项
六、新盐浴炉使用和维护的技术要点
七、盐浴炉的安全操作要求
第四节热处理浴炉的节能措施
训练题
电极盐浴炉设计训练
第四章钢的表面淬火设备
第一节感应加热概述
一、感应加热淬火的基本原理
二、感应加热淬火方法
第二节高频感应加热装置
一、电子管式高频感应加热装置组成
二、感应加热单位表面功率及总功率的确定
第三节晶体管(IGBT)式超音频变频装置
第四节中频感应加热装置
一、晶闸管中频感应加热装置
二、晶闸管中频加热装置的规格及选用
第五节感应热处理辅助设备
一、淬火机床
二、感应加热热处理生产线
三、感应器的结构设计与制造
第六节火焰加热表面淬火
一、火焰淬火的基本原理和特点
二、火焰淬火的方法
三、火焰淬火的设备
四、火焰淬火的操作及注意事项
训练题
第五章炉用仪表
第一节温度测量仪表
一、测量误差的有关术语及表示方法
二、感温元件--热电偶
三、辐射式高温计简介
四、温度测量仪表
第二节碳势、氮势测量仪表
一、氧探头
二、红外线C02分析仪
三、其他碳势测量仪表--露点仪、电阻探头
四、氮势测量仪表
五、碳势、氮势控制仪表使用中的问题
第三节炉温测量与控制
一、测温仪表的现场校验方法
二、热处理炉炉温测量技术
三、热处理炉温的位式控制与连续控制
四、影响工件温度均匀度、准确性及热处理质量一致度的因素
训练题
第六章可控气氛热处理设备
第一节钢的无氧化无脱碳加热及可控气氛种类
一、钢的无氧化无脱碳加热
二、可控气氛的种类
第二节可控气氛的制备
一、吸热式可控气氛的制备
二、放热式及净化放热式可控气氛的制备
三、滴注式可控气氛的制备
四、氨分解气氛及氮基可控气氛的制备
第三节可控气氛热处理炉结构特点及应用实例
一、可控气氛热处理炉结构特点及要求
二、可控气氛热处理炉应用举例
第四节可控气氛控制及计算机在热处理控制中的应用
一、可控气氛的测量与控制
二、计算机在热处理控制中的应用
训练题
第七章真空热处理设备
第一节外热式真空热处理炉的结构特点及用途
第二节内热式真空热处理炉
一、结构特点及用途
二、气冷式真空热处理炉
三、油冷式真空热处理炉
四、真空渗碳炉
五、低压脉冲变压真空化学热处理炉
六、铝硅共渗炉
七、内热式真空热处理炉主要部件及结构
八、内热式真空热处理炉用电热元件
九、真空系统及基本参数
第三节离子氮化炉
一、炉体结构特点
二、供电系统
三、离子氮化炉的改进措施(热壁炉)
第四节预抽真空热处理炉
一、预抽真空热处理炉的特点
二、预抽真空氮化炉
训练题
第一节热处理燃料炉(燃气炉)
一、燃气炉的基本结构
二、底燃式、井式燃气炉的基本结构
三、煤气燃烧装置及燃气炉的节能
第二节连续作业炉
一、推杆式可控气氛连续炉
二、传送带式炉
三、鼓形炉
四、辊底式炉
训练题
第八章燃气炉、连续作业炉
第一节铝合金固溶处理设备
第二节罩式电阻炉
第三节底装料立式多用炉
第四节表面改性设备
一、激光表面改性及热处理设备
二、电子束表面改性及热处理设备
三、离子注入技术及设备
四、滚压强化
五、超声波喷丸
六、喷丸
第十章冷却设备
第一节淬火槽
一、淬火槽及基本结构
二、淬火槽的设计
第二节淬火冷却介质循环冷却系统及蛇形管淬火槽的设计
一、淬火冷却介质循环冷却系统及淬火冷却介质冷却器
二、蛇形管淬火槽的设计
第三节冷处理设备及淬火机
一、冷处理设备
二、淬火机
训练题
淬火油槽设计训练
硝盐槽设计训练
第十一章辅助设备
第一节清理设备、清洗设备及发黑发蓝设备
一、清理设备
二、清洗设备
三、发黑设备
四、发蓝设备
第二节校正设备及通风设备
一、校正设备
二、通风设备
第三节热处理工装夹具设计及鉴定
一、工装夹具在热处理生产中的作用
二、工装夹具设计的基本要求
三、工装夹具的鉴定
四、常用热处理工装、夹具
训练题
二、三废污染的危害
三、三废的防治
四、车间的电磁辐射及防护
五、热处理设备和工艺的安全操作
六、部分热处理车间标准
训练题
综合思考训练题
附录A铂铑10-铂热电偶分度表
附录B碳势与""露点一温度""之间的对应关系
参考文献2100433B
实施例1
对直径φ2毫米,长度9毫米的小轴零件进行渗铬处理,其具体步骤和工艺条件如下:
(1)将小轴和渗铬剂按重量比1:2.75均匀拌和后装入渗铬罐10。(2)用普通的水玻璃拌和耐火泥,调成半稠状,严密封住渗铬罐盖,均匀糊满盖的缝隙,再将封严的渗铬罐装入高温箱式电阻炉内,根据炉膛尺寸均匀摆满,可放3-5只渗铬罐,关闭炉门,再用硅酸铝密封炉门。(3)分段加热和保温:升温至200℃,保温1小时;升温到400℃,保温2小时;升温至450℃,保温时间1小时;升温至600℃,保温时间1小时;升温至800℃,保温时间1小时。(4)渗铬处理温度和时间:从800℃升温至900℃,保温11小时,可获得7-18微米厚度的碳化铬层。(5)冷却:切断电源,微开炉门冷至700℃,再全开炉门冷至500℃,将渗铬罐移出炉外,空冷至常温,然后用凿子或锤子打掉水玻璃和耐火泥的密封层,移开罐盖,倒出罐内混合物。(6)分选小轴与渗铬剂:用磁铁吸出小轴,过筛除净渗铬剂,此时小轴表面为灰白色。(7)调质:将渗铬小轴在网带炉进行淬火后高温回火,淬火温度880℃,保温时间25分钟;回火温度150℃,保温时间30分钟。(8)将调质的小轴滚亮,将小轴30放在一六角转筒中进行翻滚,时间30分钟。去除油污和残留的碎屑,然后进行检查使用。
实施例2
对直径φ2.4毫米,长度6.25-11毫米的小轴零件进行渗铬处理,其具体步骤与实施例1相同,不同的是:
步骤(1)中小轴和渗铬剂的混合比例是重量比1:2。
步骤(4)中渗铬处理温度和时间:从800℃升温至920℃,保温11小时,可获得7-18微米厚度的碳化铬层。