生产能力核算
最后我们来看一下生产能力的核算问题。生产能力的含义究竟是什么呢?提到生产能力,在钢铁业中,人们想到的是每天、每周或每月生产钢铁的吨数,而在汽车制造业中,人们想到的是一定时间内所生产出汽车的数量。但是,对一个承揽不同的加工业务的机械加工厂来说,情况又是怎样的呢?由于它的产品是千差万别的,所以用成品数量来表示生产能力实际上是没有什么意义的。在这种情况下,有必要用更有普遍性的方式来核算生产能力。通常,生产能力的一般衡量尺度取为不同类型机器在一定时间内(如每天、每周或每月)的可利用小时数。之所以说它是个较好的衡量尺度,是因为我们能够比较容易地将物质生产能力相应地换算为所需机器的数量,而这个数量,正是以后进行平面布置时所不可缺少的。进行生产能力核算时,即可把其他所有表示方式都换算为这一数量。考虑到工厂的生产效率和废品率会影 响设备的利用率,在实际制定这一数量的计划时应留有余地。
生产效率
工厂的生产效率表示出,由于调度延误、机械故障和预防性维修等原因,设备的可利用时数的一部分实际上是无法利用的。工厂的生产效率因厂而异,一般为0.50 到0.95。这样,如果每周生产100台马达的生产能力换算成每周所需的铣床工作时数为 550(由作业流程卡、时间研究等估算获得),那么,若假定工厂的生产效率为0.80,则实际上我们所需的等价铣床工作时数为550/0.80=688,也就是说,我们预计约有138个工作时数是无法利用的。
废品率
废品率这一因素表示出,任何实际的生产过程都不可避免地生产出一定量的废品。仍以上面提到的马达生产为例,我们所称的每周100台马达显然指的是没有缺陷的合格马达。但实际上,设备的一部分工作时数会耗费在若干废品的生产上,这一因素必须予以考虑,假定废品率为3%,那么就必须再把688 个可用工作时数增加到688/0.97=709小时。这样,如我们预计在 两班制下每台铣床每周可工作75小时,则我们需要709/75=9.45台铣床,由于机床需整件购进,所以我们应提供9台或是10台铣床。如我们最后决定使用10台铣床,那么预计将会有些闲置生产能力;如果我们将铣床数量压缩至9台来勉强维持,则生产中不可避免地会出现瓶颈现象,对此,我们可以靠加班工作的办法来加以解决。这样,100台马达的生产能力即被等价地换算为9台或10台铣床的工作量。
生产能力收缩
当企业不能适应市场的变化,因经营不佳而陷入困境时,需要进行产能收缩。在收缩中应尽可能减少损失,力争在收缩中求得新的发展。下面介绍产能收缩的几条途径:
1.逐步退出无前景行业
经过周密的市场分析,如果确认本企业所从事的行业行将衰退,企业就需要考虑如何退出该行业。由于市场衰退是预测分析的结果,还不是现实,企业只不过感觉到衰退的迹象。所以企业首先停止在此行业的投资,然后分阶段地撤出资金和人员。之所以采取逐步退出的策略,是因为还有市场。另外,企业资金的转移也不是一件很容易的事情,企业不能轻易放弃还有利可图的市场,这样做可以尽可能地减少损失。
2.出售部分亏损部门
对于一些大企业,如果某些子公司或分厂的经营状况很差,消耗企业大量的资源,使公司背上了沉重的负担,扭亏又无望,这时不如抛售亏损部门。这个方法是西方企业处理亏损子公司所通常采用的方法。对待出售资产的决策应有积极的态度,出售是收缩,但收缩是为了卸掉包袱,争取主动,为发展创造条件。
3.转产
如果本行业已日暮途穷,而企业的设备还是比较先进的,员工的素质也很好,可以考虑转向相关行业。由于是相关行业,加工工艺相似,大部分设备可以继续使用,员工们的经验可以得到充分的发挥。例如,服装厂可以转向床上用品和居室装饰品,食品厂可以转向生产动物食品等等。
生产能力产能扩张
在生产过程中,企业有时可能需要扩大产能。企业在扩大其生产能力时,应考虑许多方面的问题,其中最重要的几个方面是维持生产系统的平衡,控制扩大生产能力的频率以及有效利用外部生产能力。
1.维持生产系统的平衡
在一家生产完全平衡的工厂里,生产第一阶段的输出恰好完全满足生产第二阶段输入的要求,生产第二阶段的输出又恰好完全满足生产第三阶段的输入要求,依次类推。然而,实际生产中达到这样一个“完美”的设计几乎是不可能的,而且也是人们不希望的,因为其一:每一生产阶段的最佳生产水平不同,其二:产品需求是会发生变化的,而且由于生产过程本身的一些问题也会导致生产不平衡的现象发生,除非生产完全是在自动化生产线上进行,因为一条自动化生产线就像是一台大机器一样,是一个整体。
解决生产系统不平衡问题的方法有很多。例如:一,增大瓶颈的生产能力。可采取一些临时措施,如加班工作、租赁设备、通过转包合同购买其他厂家的产成品等;二,在生产瓶颈之前留些缓冲库存,以保证瓶颈环节持续运转,不会停工;三,如果某一部门的生产依赖于前一部门的生产,那么就重复设置前一部门的生产设备,可以充足地生产以便供应下一部门的生产所需。
2.扩大生产能力的频率
在扩大生产能力时,应考虑两种类型的成本问题:生产能力升级过于频繁造成的成本与生产能力升级过于滞缓造成的成本。首先,生产能力升级过于频繁会带来许多直接成本的投入,如旧设备的拆卸与更换、培训工人、使用新设备等等。此外,升级时必须购买新设备,新设备的购置费用往往远大于处理旧设备回收的资金量。最后,在设备更换期间,生产场地或服务场所的闲置也会造成机会成本。
反之,生产能力升级过于滞缓也会有很大的成本支出。由于生产能力升级的间隔期较长,每次升级时,都需要投入大笔资金,大幅度地扩大生产能力。然而,如果当前尚不需要的那些生产能力被闲置,那么,在这些闲置生产能力上的投资就将作为管理费用计入成本,这就造成了资金的占用和投资的浪费。
3.外部生产能力
有些情况下还可以利用一种更为经济有效的办法,那就是不扩大本企业的生产能力,而是利用现有的外部生产能力来增加产量。常用的两种方式分别是:签订转包合同或共享生产能力。共享生产能力的新途径还有利用一种企业联合体间的分时柔性工厂等。

 生产能力计算
生产能力计算
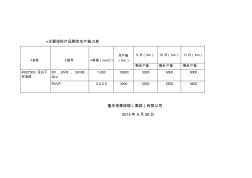 主要投标产品剩余生产能力表
主要投标产品剩余生产能力表