工业计算机控制技术图书目录文献

 《计算机控制技术与系统》综合设计论文
《计算机控制技术与系统》综合设计论文
《计算机控制技术与系统》综合设计论文
综 合 设 计(论文 ) ` 院 系: 专业班级: 学生姓名: 学 号: 指导教师: 二〇一六年五月 课 程 : 计算机控制技术与系统 华北电力大学综合设计(论文) I 摘要 本门课程的第 1、2章为绪论和过程通道的内容,讲述了计算机控制系统的基本概念、 组成、类型以及模拟量输入 /输出通道、开关量输入 /输出通道。为培养锻炼我们结合工程 问题独立分析思考和解决问题的能力,老师给出三道综合设计的题目。 首先,设计了微机控制系统具体硬件电路及软件控制逻辑流程框图,实现了储液罐液 位超限时报警并切断工质输入 /输出通道的功能。然后,给出了热电偶测量信号的冷端温 度补偿方式,并画出现场可实现的冷端温度补偿方案的设计简图。最后,分析了已知的现 场 64点模拟量信号输入采样电路的问题,并作出了改进设计。 关键词: 储液罐液位;微机控制;热电偶;冷端温度补偿;模拟量信号;采样电路。 华北电力大学
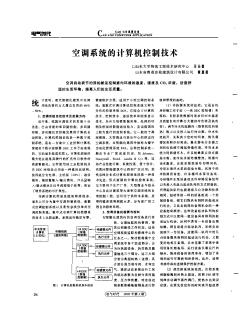 空调系统的计算机控制技术
空调系统的计算机控制技术
空调系统的计算机控制技术
空调自动调节的目的就是控制室内环境的温度、湿度及CO_2浓度,创造舒适的生活环境,提高人们的生活质量。
