工业PC及其模板型号编制方法文献

 安全阀型号编制方法
安全阀型号编制方法
安全阀型号编制方法
安 全 阀 型 号 编 制 方 法 安全阀是承压设备、容器和管线上的最佳超压保护装置,当介质压力升高超过允许值时,安全阀自动开启,继而 全量排放,防止压力继续升高,当压力降低至规定值时, 安全阀 及时自动关闭。 安全阀 设计、制造、验收技术标准符合 GB/T12243-89 要求。 封闭式安全阀 的阀盖是封闭的,利于防止灰尘和杂物侵入,防止有毒和易燃介质溢出,开放式 安全阀 由于阀盖敞 开,利于降低弹簧腔室的温度,主要用于蒸汽介质管道及容器, 带散热器安全阀 主要适用于介质温度超过 350 ℃的工 况。 带扳手 弹簧式安全阀 当介质压力达到开启压力的 75% 以上时,能利用作手动开启。 全启式安全阀 开启高度 ≥1/4 流道直径,排放量大, 微启式安全阀 开启高度为 1/20 ~1/40 流道直径。 安全阀 型号编制方法 阀门 的型号参照机械部标准 JB308-75 《阀门型号编制方法》编
 安全阀的型号编制方法及说明
安全阀的型号编制方法及说明
安全阀的型号编制方法及说明
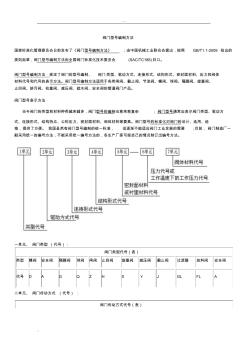
... .. 阀门型号编制方法 国家标准化管理委员会日前发布了《阀门型号编制方法》 ; 由中国机械工业联合会提出,按照 GB/T1.1-2009 给出的 规则起草,阀门型号编制方法由全国阀门标准化技术委员会 (SAC/TC188)归口。 阀门型号编制方法 规定了阀门的型号编制、 阀门类型、驱动方式、连接形式、结构形式、密封面材料、压力和阀体 材料代号和代号的表示方法。阀门型号编制方法适用于各类闸阀、截止阀、节流阀、蝶阀、球阀、隔膜阀、旋塞阀、 止回阀、排污阀、柱塞阀、减压阀、疏水阀、安全阀的管道阀门产品。 阀门型号表示方法 当今阀门的类型和材料种类越来越多,阀门型号的编制也愈来愈复杂 ; 阀门型号通常应表示阀门类型、驱动方 式、连接形式、结构特点、公称压力、密封面材料、阀体材料等要素。阀门型号的标准化对阀门的设计、选用、经 销,提供了方便。 我国虽然有阀门型号编制的统一标准, 但逐渐不
