焊缝尺文献

 焊缝尺寸允许偏差检查记录
焊缝尺寸允许偏差检查记录
焊缝尺寸允许偏差检查记录
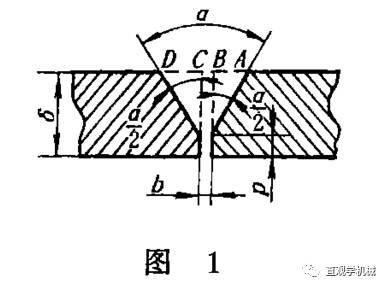
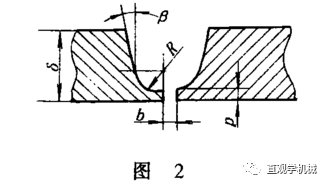
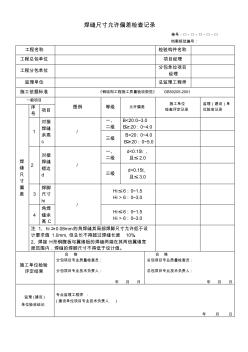
焊缝尺寸允许偏差检查记录 卷号:□-□-□-□-□ 档案规范编号: 工程名称 检验构件名称 工程总包单位 项目经理 工程分包单位 分包单位项目 经理 监理单位 总监理工程师 施工依据标准 《钢结构工程施工质量验收规范》 GB50205-2001 一般项目 图例 等级 允许偏差 施工单位 检查评定记录 监理(建设)单 位验收记录 焊 缝 尺 寸 偏 差 序 号 项目 1 对接 焊缝 余高 c / 一、 二级 B<20:0~3.0 B≥20:0~4.0 三级 B<20:0~4.0 B≥20:0~5.0 2 对接 焊缝 错边 d / 一、 二级 d<0.15t , 且≤2.0 三级 d<0.15t, 且≤3.0 3 焊脚 尺寸 hi / Hi≤6:0~1.5 Hi>6:0~3.0 4 角焊 缝余 高 C Hi≤6:0~1.5 Hi>6:0~3.0
 钢结构焊缝尺寸检验报告
钢结构焊缝尺寸检验报告
钢结构焊缝尺寸检验报告
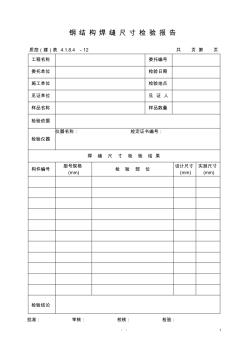
- - 1 钢 结 构 焊 缝 尺 寸 检 验 报 告 质控(建)表 4.1.8.4 -12 共 页 第 页 工程名称 委托编号 委托单位 检验日期 施工单位 检验地点 见证单位 见 证 人 样品名称 样品数量 检验依据 检验仪器 仪器名称: 检定证书编号: 焊 缝 尺 寸 检 验 结 果 构件编号 型号规格 (mm) 检 验 部 位 设计尺寸 (mm) 实测尺寸 (mm) 检验结论 批准: 审核: 校核: 检验: - - 2