焊工技能文献

 初级电焊工技能考核
初级电焊工技能考核
初级电焊工技能考核
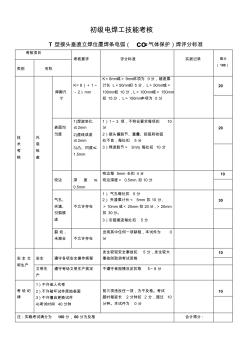
初级电焊工技能考核 T 型接头垂直立焊位置焊条电弧( co2气体保护)焊评分标准 考核项目 考核要求 评分标准 实测记录 配分 (100) 类别 名称 技 术 考 核 外 观 检 查 焊脚尺 寸 K=8(+ 1~ -2)mm K<6mm或> 9mm本项为 0分,超差累 计长 L<50mm扣 5 分, L> 50mm或< 100mm扣 10分,L>100mm或< 150mm 扣 15分, L>150mm本项为 0 分 20 表面均 匀度 1)焊波变化 ≤2mm 2)直线误差 ≤2mm 3)凸、凹度≤ 1.5mm 1)1~ 3 项,不符合要求每项扣 10 分 2)接头偏脱节、重叠、起弧和收弧 处不良,每处扣 5 分 3)焊波脱节> 3mm,每处扣 10 分 20 咬边 深 度 ≤ 0.5mm 咬边每 5mm 长扣 4 分 咬边深度> 0.5mm.扣 10分 10 气孔、 夹渣、
 风电焊工技能比赛方案
风电焊工技能比赛方案
风电焊工技能比赛方案
钢轧一分厂风电焊工技能比赛方案 为了通过岗位练兵、 技能比武来激发广大职工学技术、 长本领、 增才干的学习热情和干工作的激情,努力实现创建一流职工队 伍、一流企业形象、一流工作业绩的目标。钢轧一分厂特举办本 次风电焊工实操技能比赛。 比赛时间: 2016年 6月 14日,上午 9:00 比赛地点: 钢轧一分厂转炉维修大院 参赛人员: 从事焊工的工作 1 年及以上工作经历者均可报名参 加;机修、电修、动辅每个工段 报 2—3名选手参加。 奖励:一等奖一名,嘉奖 500元;二等奖一名,嘉奖 300元;三 等奖一名,嘉奖 200元,参与奖各嘉奖 100元 实操内容: 氧、乙炔气割管子,然后电焊管与管对接; 员工自己划线、气割、焊接管子; 管子尺寸约直径 108MM,壁厚 4MM,管长 100MM; 管子外侧与内侧的焊纹均匀、细密、平等,不得在管件上引弧、 擦伤、焊伤等; 考试时间 20分钟(包