焊接变形
- 焊接变形(welding deformation) 焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化称为焊接变形。随温度变化而变化的称为焊接瞬时变形;被焊工件完全冷却到初始温度时的改变,称为焊接残余变形。
-
选择特殊符号
选择搜索类型
请输入搜索
减小变形的主要方法有,(1)选择合理的焊接顺序;(2)尽可能用对称焊缝(如工字形截面);(3)采用反变形法
焊接过程中控制变形的主要措施:
1、采用反变形
2、采用小锤锤击中间焊道
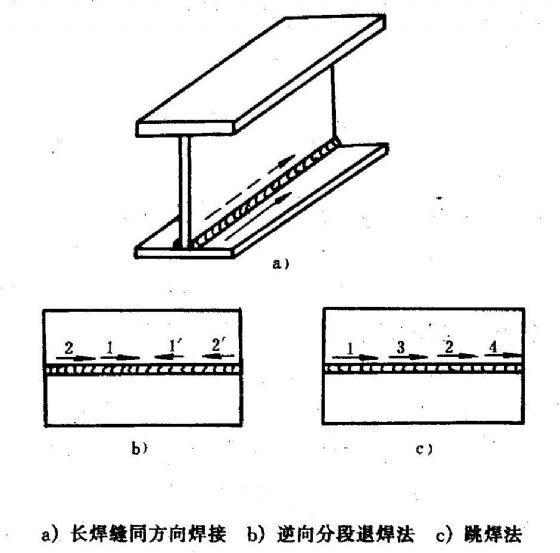
3、采用合理的焊接顺序
4、利用工卡具刚性固定
5、分析回弹常数。
焊接变形对结构安装精度有很大影响,过大的变形将显著降低结构的承载能力;
通过消除焊缝及其热影响区残余应力,解决应力集中的问题,可以达到防止焊接变形的目的。
消除残余应力的方法很多,如自然时效、热时效、振动时效等,但自然时效周期太长,已不适合如今市场经济的快速要求;热时效不仅消耗大量的能源、占用场地和较大的设备资金投入,而且消除残余应力的效果也因炉况的不同有很大的差异,其对残余应力的消除率一般在40~80%之间;振动时效虽然使用方便,但其应力消除率一般在30~50%。豪克能消除应力是最彻底消除焊接应力的方法,它不仅使残余应力的消除率达到80~100%,而且还能产生理想的压应力,这对焊接构件的抗疲劳性能和抗应力腐蚀性能也大有益处。
豪克能消除焊接应力,防止焊接变形的原理是利用大功率的豪克能推动冲击工具以每秒二万次以上的频率冲击金属物体表面,由于豪克能的高频、高效和聚焦下的大能量,使金属表层产生较大的压缩塑性变形;同时豪克能冲击波改变了原有的应力场,产生一定数值的压应力,并使被冲击部位得以强化,防止焊接变形和焊缝开裂。
振动时效防止焊接变形的原理:振动时效是利用工件的共振,给工件施加附加交变应力或变形,当附加交变应力与残余应力叠加,通过材料内摩擦吸收能量,达到或超过材料的某一阀值时,工件发生微观或宏观粘弹塑性力学变化,从而降低和均化工件内部的残余应力,并使其尺寸精度达到稳定。
采用合理的焊接结构及接头形式,以减小焊接量、焊接变形。采用适宜的焊缝及剖口形式,以减小焊缝,减小变形合理布置焊缝,使其居中、对称,以减小偏心收缩力,减小变形。利用夹具,反变形法 预先设置与焊接变形相...
焊接变形的基本形式有收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等。 焊接过程中,对焊件进行不均匀加热和冷却,是产生焊接应力和变形的根本原因。 减少焊接应力与变形的工艺措施主要有: 一、预留收缩变形...
下载一份供你参考
焊接变形可分为面内变形和面外变形。焊接变形的面内变形可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形,面外变形可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
焊接变形可分为面内变形和面外变形。焊接变形的面内变形可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形,面外变形可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
对所有熔化式焊接,在焊缝及其热影响区都存在较大的残余应力,残余应力的存在会导致焊接构件的变形、开裂并降低其承载力;同时,在焊缝的焊趾部位还存在凹坑、余高、咬边造成的应力集中;而焊趾处的熔渣缺陷、微裂纹又形成了裂纹的提前萌生源。由于受残余拉应力、应力集中和裂纹萌生源的影响,焊接接头的疲劳寿命大大降低。
残余应力都集中在焊缝附近,当焊接残余应力与承载的工作应力叠加,其数值超过材料的屈服极限时,工件就会在焊缝附近产生焊接变形,断裂等现象。研究残余应力的影响不仅考虑其数值的大小,而残余应力的方向也是重要因素,用盲孔法残余应力检测仪可以对焊接残余应力值的大小和方向进行测量。在分析残余应力的影响时,即使焊接构件的残余应力值远远低于其材料的屈服极限,但如果存在严重的应力集中,那么焊接构件在其运输和使用过程中也会因残余应力的释放而发生永久性的塑性变形。

焊接变形的矫正
1、机械矫正法
采用压力机、矫正机或手工捶击等机械方法产生新的塑性变形, 以使原开缩短的部分得以延伸, 达到矫正变形的目的。其中多辊平板机适用于薄板拼焊件的矫正。利用窄轮碾压焊缝及其两侧使之延伸来消除变形, 用于焊缝比较规范的薄壳结构。机械矫正法对塑性差的高强钢应慎用。
2、火焰矫正法
利用火焰加热时产生的局部压缩塑性变形, 使较长的金属在冷却后缩短来消除变形。本法简单, 机动灵活, 适用面广。在使用时应控制温度和加热位置。对低碳钢和普通低合金钢常采用600~800℃的加热温度。由于需再次加热, 对合金钢等慎用。

 制造焊接H型钢梁焊接变形的控制
制造焊接H型钢梁焊接变形的控制
制造焊接H型钢梁焊接变形的控制
工业建筑钢结构中吊车梁、平台梁多为焊接“H”型 ,钢梁在制作过程中由于装配质量不好或焊接工艺、焊接顺序不当 ,尤其是受热大均会发生变形。轻者需投入一定的人力、物力、工时进行修校 ;重者造成结构件报废。笔者经过学习和实践 ,对制造工艺和施工方法尤其受热大进行了改进 ,并收到了良好的效果。
本书主要讲述如何控制焊接变形。内容包括焊接变形的规律和梁、柱焊接弯曲变形的计算,焊接板结构箱形梁腹板预拱度计算,减小焊接变形的方法,焊接变形的机械矫正方法、火焰矫正的机理和火焰矫正的实际操作方法。
薄板焊接变形具有复杂性、多元性,且随着板厚的减小,抵抗弯曲变形性能降低,这是薄板焊接变形控制困难的主要原因。由于焊接薄板传热速度快,焊接过程中的热作用和焊缝冷却收缩致使后段尚未焊接的组对边发生严重的翘曲变形,使焊接无法继续进行。焊接过程中的局部高温加热和快速冷却在焊缝及其近缝区的母材内产生热应变和压缩塑性应变,进而产生内应力,也会最终导致构件的纵向挠曲变形和角变形等。所以在保证焊缝成形良好的情况下,应尽可能采用小的焊接热输入,才能保证焊接应力和变形均较小。
有多种方法可以防止焊接变形。当薄板面积较大、焊缝较长时,可采用压铁法,分别放在焊缝两侧来减小焊接变形。本研究采用刚性固定法,设计合理的组对组焊夹具,将焊件固定起来进行焊接,增加其刚性,达到减小焊接变形的目的,保证装配的几何尺寸。但应尽量减少焊接装配过程中引起的应力,如果该应力超过临界变形应力就可能发生变形。
前言
第一篇 焊接变形控制
第一章 焊接残余应力
第一节 焊接残余应力产生及分布
第二节 焊接残余应力对焊接结构的影响
第三节 减小焊接残余应力的方法
第二章 焊接结构的变形规律
第一节 焊接变形种类
第二节 焊接方法和焊接参数对焊接变形的影响
第三节 焊接梁、柱弯曲变形计算
第四节 焊接收缩变形
第五节 焊接梁、柱盖板和腹板波浪变形
第六节 露开作业焊接箱形梁温度变位计算
第七节 板结构箱形梁腹板的预拱度曲线
第三章 减小焊接变形的方法