安德利wsme-250 氩弧焊(焊接设备)
氩弧焊焊接工艺参数的选择
钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、 tp 、 Ib 、 tb 、 fa
脉幅比RA = Ip / Ib 、脉冲电流占空比Rw = tp / tb+ tp
(1) 钨极氩弧焊工艺参数
1) 焊接电流种类及大小 一般根据工件材料选择电流种类 ,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平 ( 钨极氩弧时 ) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择 。
钨极端部形状是一个重要工艺参数。根据所用焊接电流种类,选用不同的端部形状。尖端角度 α 的大小会影响钨极的许用电流、引弧及稳弧性能。表1列出了钨极不同尖端尺寸推荐的电流范围。小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)

钨极尖端角度对焊缝熔深和熔宽也有一定影响。减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径 在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。所以,气体流量和喷嘴直径要有一定配合。一般手工氩弧焊喷嘴孔径和保护气流量的选用见表 2。
表 2 喷嘴孔径与保护气流量选用范围

4) 焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。在高速自动焊时。还要考虑焊接速度对气体、保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨极端部、弧柱、熔池暴露在空气中。因此必须采用相应措施如加大保护气体流量或将焊炬前倾一定角度,以保持良好的保护作用。
5) 喷嘴与工件的距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨极与熔池接触而短路,产生夹钨,一般喷嘴端部与工件的距离在 8 ~ 14mm 之间。
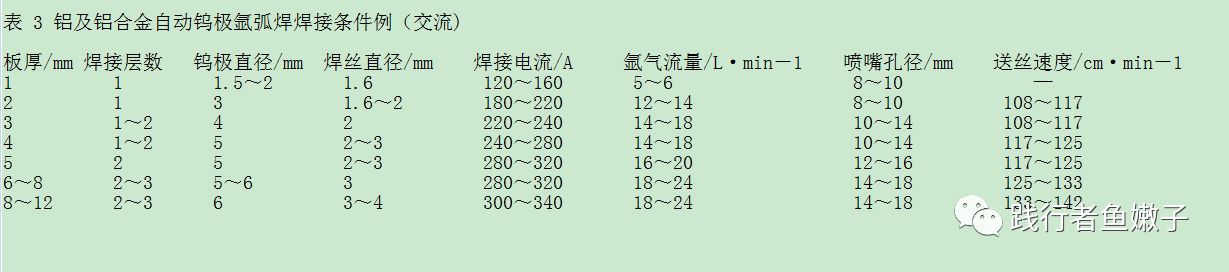
表 3 列出了几种材料钨极氩弧焊的参考焊接条件。
表 3 铝及铝合金自动钨极氩弧焊焊接条件例(交流)
(6)电弧电压
电弧电压由弧长决定,电压增大时,熔宽稍增大,熔深减小。通过焊接电流和电弧电压的配合,可以控制焊缝形状。当电弧电压过高时,易产生未焊透并使氩气保护效果变差。因此,应在电弧不短路的情况下,尽量减小电弧长度。钨极氩弧焊的电弧电压选用范围一般是10-24伏。
(7)氩气流量
为了可靠地保护焊接区不受空气的污染。必须有足够流量的保护气体。氩气流量越大,保护层抵抗流动空气影响的能力越强。但流量过大时,不仅浪费氩气,还可能使保护气流形成紊流,将空气卷入保护区,反而降低保护效果。所以氩气流量要选择恰当,一般气体流量可按下列经验公式确定:
Q = (0.8 ―1.2 ) D
式中: Q――氩气流量,L/mm
D――喷嘴直径,mm。
(氩气纯度 焊接不同的金属,对氩气的纯度要求不同。例如焊接耐热钢、不锈钢、铜及铜合金,氩气纯度应大于99.70%;焊接铝、镁及其合金,要求氩气纯度大于99.90%;焊接钛及其合金,要求氩气纯度大于99.98%。国产工业用氩气的纯度可99.99%,故实际生产中一般不必考虑提纯。)
(8) 焊接速度
焊接速度加快时,氩气流量要相应加大。焊接速度过快,由于空气阻力对保护气流的影响,会使保护层可能偏离钨极和熔池,从而使保护效果变差。同时,焊接速度还显著地影响焊缝成型。因此,应选择合适的焊接速度。
和焊条电弧焊一样,焊接速度不是手工钨极氩弧焊的主要工艺参数,在有些工艺条件中也不列出,因为在一般情况下不会影响气体保护效果。但在自动钨极氩弧焊或熔化极氩弧焊时,焊接速度过大,会影响气体保护效果。
焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。在高速自动焊时。还要考虑焊接速度对气体、保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨极端部、弧柱、熔池暴露在空气中。因此必须采用相应措施如加大保护气体流量或将焊炬前倾一定角度,以保持良好的保护作用。
(9)喷嘴直径
增大喷嘴直径的同时,应增大气体流量,此时保护区大,保护效果好。但喷嘴过大时,不仅使氩气的消耗量增加,而且可能使焊炬伸不进去,或妨碍焊工视线,不便于观察操作。故一般钨极氩弧焊喷嘴以5-14mm为佳。
另外,喷嘴直径也可按经验公式选择:
D=(2.5―3.5)d
式中: D――喷嘴直径(一般指内径),mm;
d――钨极直径,mm。
气体流量和喷嘴直径 在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。所以,气体流量和喷嘴直径要有一定配合。一般手工氩弧焊喷嘴孔径和保护气流量的选用见表 2。
气体流量和喷嘴直径 在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。所以,气体流量和喷嘴直径要有一定配合。

氩弧焊接出现气孔
焊缝附近要清理干净,有油,锈,水,污渍,氧化层,都容易造成气孔,打磨的范围稍微大一些,里面如果有条件也尽量清理
氩气质量一定要好,不纯容易出气孔
焊的速度别太快,走得太快了容易出气孔
枪要稳,不稳容易漏气进去
钨极伸出的尽量短些,在你技术能控制的范围内。
做好以上,应该就能改善很多了。最后别忘了后收气

氩弧焊因采用惰性气体保护,熔池保护方式比较单一,容易受到各种因素的影响从而产生气孔。它产生的气孔大致为两类:
1,因气体保护不好产生的氮气孔,该气孔的特征为密集分布或成蜂窝状。气体保护不好的原因很多。总结有以下几个方面:
1)气体纯度达不到要求。在正式焊接之前在清理干净的铁板试焊,不要加丝,如出现气孔则需更换气体
2)气流量过大,或过小。气流量的大小应根据喷嘴的大小来调节,一般喷嘴越大,气流量越大
3)气体紊流。当喷嘴内有飞溅物,或钨极夹头膨胀
4)气管破损。当气管破损时,在焊接起弧或起弧不久产生气孔时就会出现气孔,之后又会恢复到正常。
5)环境气流过大。一般当风速达到3m/s以上是容易吹散保护气体。
6)喷嘴的直径过大,或过小。
7)钨极的伸出长度。一般为钨极直径的2~3倍
2,因工件或焊丝表面的油、锈等未清理干净产生的气孔,它的特征是断面为螺钉状,内壁光滑,上大小小呈喇叭口状。我们很好解决,只要我们做好焊前的清理工作,就可以避免。
喷嘴孔径与保护气流量选用范围

气流表所显示的流量有时不准,要靠各位去感觉,一般把焊枪对准自己的感觉灵敏部位送气,只要感觉到气体流出缓和就可以了,流量参考只是说明一个规律,气流量的大小与喷嘴的大小有着密切的联系,是随着喷嘴口径的增大而增加。
例如101 ~ 150 a 4 ~ 9.5 m 的气流量我最小的 4L?min-1最大能用到 14L?min-1 但是要是换了大一点的嘴子,他的流量上下限都要上调。在实际过程中也可通过观察焊缝金属的颜色,及钨极出现的变化及时了解气体的保护情况。


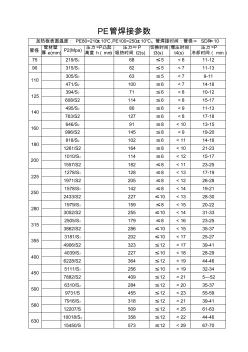 PE管焊接参数
PE管焊接参数
 埋弧焊焊接参数选择标准
埋弧焊焊接参数选择标准