焊接图简介文献

 钢架焊接图
钢架焊接图
钢架焊接图
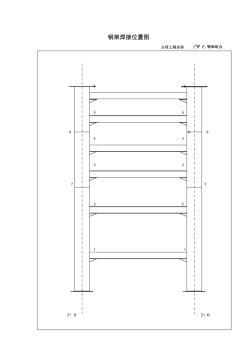
钢架焊接位置图 分项工程名称 : 7#炉 Z 1钢架组合 6 6 5 5 8 8 8 4 4 3 3 7 7 2 2 1 1 Z1 左 Z1 右 钢架焊接位置图 分项工程名称 : 8#炉 Z 1钢架组合 6 6 5 5 8 8 4 4 3 3 7 7 2 2 1 1 Z1左 Z1右 钢架焊接位置图 分项工程名称 :7#炉 Z 2钢架组合 6 6 23820 5 5 8 8 4 4 3 3 7 7 9934 2 2 1 1 Z2左 Z2 右 钢架焊接位置图 分项工程名称 :8#炉 Z 2钢架组合 6 6 5 5 8 8 4 4 3 3 7 7 2 2 1 1 Z2左 Z2 右 钢架焊接位置图 分项工程名称 :7#炉 Z 3钢架组合 9 9 8 8 7 7 11 11 6 6 5 5 4 4 3 3 10 10