焊接形式
- 焊接形式就是焊接连接的形式。
-

选择特殊符号
选择搜索类型
请输入搜索
共计三种焊接方式: 1、钢筋纵轴向与钢板接触,角焊缝采取满焊或者断续焊的方法,进行连接; 2、钢筋横轴向即钢筋的横断面与钢板接触,钢筋的直径所在的面与钢板接触,也是角焊缝,但是是周焊; 3、将钢板打孔...
共计三种焊接方式:1、钢筋纵轴向与钢板接触,角焊缝采取满焊或者断续焊的方法,进行连接;2、钢筋横轴向即钢筋的横断面与钢板接触,钢筋的直径所在的面与钢板接触,也是角焊缝,但是是周焊;3、将钢板打孔或者割...

 焊接位置&接头形式
焊接位置&接头形式
焊接位置&接头形式
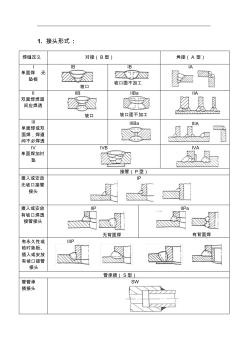
1. 接头形式 : 焊缝定义 对接( B型) 角接( A 型) I 单面焊 无 垫板 IB 坡口 IB 坡口面不加工 IA II 双面焊焊道 间应焊透 IIB 坡口 IIBa 坡口面不加工 IIA III 单面焊或双 面焊,焊道 间不必焊透 IIIBa IIIA IV 单面焊加衬 垫 IVB IVA 接管( P型) 插入或安放 无坡口接管 接头 IP 插入或安放 有坡口焊透 接管接头 IIP 无背面焊 IIPa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 IIIP 管承插( S型) 管管承 插接头 SW 2. 焊接位置 对 接 焊 缝 角 接 焊 缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 G 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1F 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
 钢筋焊接及连接几种形式
钢筋焊接及连接几种形式
钢筋焊接及连接几种形式
钢筋焊接及连接几种形式
常见焊接形式是指手工电弧焊的方法,就是我们平时看到的施工人员手拿一个焊枪的那一种。简单的列出几种:
点焊:在刚开始焊接时把零件固定好后用焊条在接触缝上点几处焊点,使零件简单焊接在一起叫作点焊,这样便于在继续焊接时对焊接零件整形,但形状位置不好友偏移时还可以重新敲开点焊。
满焊:就是将准备焊在一起的2个工件的所有接触的地方都进行熔焊。比如两块钢板拼接,把一条焊缝全部焊满就是满焊,用于要求焊接强度较高的条件下。
花焊:在对连接强度要求不是太高的情况下,可以间断地进行焊接,即焊一段、间隔一段,就是花焊。
堆焊:在一个零件受损后,这时可以不重新制造新的零件,对其进行焊接,在受损部位进行堆焊,受损部位过大了也可以通过缺口内加入填充材料(在不影响使用强度要求的情况下)的方法进行堆焊。
下面所列的常见焊接形式是指手工电弧焊的方法,就是我们平时看到的施工人员手拿一个焊枪的那一种。简单的列出几种:
点焊:在刚开始焊接时把零件固定好后用焊条在接触缝上点几处焊点,使零件简单焊接在一起叫作点焊,这样便于在继续焊接时对焊接零件整形,但形状位置不好友偏移时还可以重新敲开点焊。
满焊:就是将准备焊在一起的2个工件的所有接触的地方都进行熔焊。比如两块钢板拼接,把一条焊缝全部焊满就是满焊,用于要求焊接强度较高的条件下。
花焊:在对连接强度要求不是太高的情况下,可以间断地进行焊接,即焊一段、间隔一段,就是花焊。
堆焊:在一个零件受损后,这时可以不重新制造新的零件,对其进行焊接,在受损部位进行堆焊,受损部位过大了也可以通过缺口内加入填充材料(在不影响使用强度要求的情况下)的方法进行堆焊。
焊接接头形式主要有对接接头、T形接头、角接接头、搭接接头四种。有时焊接结构中还有一些其它类型的接头形式,如十字接头、端接接头、卷边接头、套管接头、斜对接接头、锁底对接接头等。在国家标准GB 985-88中有详细规定。
两焊件相对平行的接头称为对接接头,这种接头从力学角度看是较理想的接头形式,受力状况较好,应力集中较小,能承受较大的静载荷或动载荷,是焊接结构中采用最多的一种接头形式。
根据焊件厚度、焊接方法和坡口准备的不同,对接接头可分为不开坡口对接接头和开坡口对接接头两种。常见的接头形式见图3-1所示。
一焊件的端面与另一焊件表面构成直角或近似直角的接头,称为T形接头。
T形接头在钢结构件中应用较多,作为一种联系焊缝,它能承受各方向的力和力矩。在选用时尽量避免单面角焊缝,因其根部有较深的缺口,承载能力很低。对于要求较高的焊件可采用K形坡口,根据受力状况决定是否根部焊透,这样比不开坡口而用大焊脚的焊缝经济,而且接头疲劳强度高。