第2版前言
第1版前言
绪论 1
第一单元金属材料焊接性及其试验方法 4
模块一金属材料的焊接性 4
一、金属材料焊接性的概念 4
二、金属材料焊接性的影响因素 5
模块二金属材料焊接性的评定内容与试验方法 7
一、金属材料焊接性的评定内容 7
二、金属材料焊接性试验方法的种类 8
模块三金属材料焊接性的评定与试验 9
一、金属材料焊接性的分析与评定方法 9
二、金属材料焊接性试验方法 11
【综合训练】 17
第二单元非合金钢(碳钢)及其焊接工艺 19
模块一钢材分类与非合金钢 19
一、钢材分类 19
二、非合金钢 20
模块二低碳钢的焊接 20
一、低碳钢的成分特点与焊接性 20
二、低碳钢的焊接工艺要点 21
三、低碳钢焊接生产案例 22
模块三中碳钢的焊接 一25
一、中碳钢的成分特点与焊接性 25
二、中碳钢的焊接工艺要点 25
三、中碳钢焊接生产案例 26
模块四高碳钢的焊接 一27
一、高碳钢的成分特点与焊接性 27
二、高碳钢的焊接工艺要点 一27
三、高碳钢焊接生产案例 "28
【综合训练】 29
第三单元低合金钢及其焊接工艺 31
模块一低合金钢概述 31
一、低合金钢中的合金元素 31
二、低合金钢的分类 32
三、低合金高强度钢的性能及应用 33
模块二热轧及正火钢的焊接 33
一、热轧及正火钢的成分和性能. 33
二、热轧及正火钢的焊接性 35
三、热轧及正火钢的焊接工艺要点 37
四、热轧及正火钢焊接生产案例-Q345R热轧钢制液化石油气球罐的焊接 40
模块三低碳调质钢的焊接 41
一、低碳调质钢的成分和性能 41
二、低碳调质钢的焊接性 43
三、低碳调质钢的焊接工艺要点. 44
四、低碳调质钢焊接生产案例-15 MnMoVN球形高压容器的环缝焊接 47
模块四中碳调质钢的焊接 48
一、中碳调质钢的成分和性能 48
二、中碳调质钢的焊接性 50
三、中碳调质钢的焊接工艺要点. 52
四、中碳调质钢焊接生产案例-42CrMo水轮机法兰轴的焊接 55
模块五低温钢的焊接 56
一、低温钢的分类、成分和性能. 57
二、低温钢的焊接性 59
三、低温钢的焊接工艺要点 60
四、低温钢焊接生产案例-16MnDR储气罐的焊接 61
【综合训练】 62
第四单元不锈钢及其焊接工艺 65
模块一不锈钢的类型和性能 65
一、不锈钢的类型及成分 65
二、不锈钢的性能 70
模块二奥氏体型不锈钢的焊接 73
一、奥氏体型不锈钢的焊接性 73
二、奥氏体型不锈钢的焊接工艺要点 78
三、奥氏体型不锈钢焊接生产案例-18 -8型不锈钢的焊接 82
模块三铁素体型不锈钢的焊接 85
一、铁素体型不锈钢的焊接性 85
二、铁素体型不锈钢的焊接工艺要点 87
三、铁素体型不锈钢焊接生产案例 87
模块四马氏体型不锈钢的焊接 90
一、马氏体型不锈钢的焊接性 90
二、马氏体型不锈钢的焊接工艺要点 91
三、马氏体型不锈钢焊接生产案例 93
【综合训练】 94
第五单元耐热钢及其焊接工艺 96
模块一耐热钢的类型和性能 96
一、耐热钢的类型 96
二、耐热钢的性能 97
三、对耐热钢焊接接头性能的基本要求 97
模块二低、中合金耐热钢的焊接. 98
一、低合金耐热钢的成分与性能特点 98
二、低合金耐热钢的焊接性 99
三、低、中合金耐热钢的焊接工艺要点 101
四、耐热钢焊接生产案例 104
模块三高合金耐热钢的焊接 106
一、高合金耐热钢的焊接性 106
二、高合金耐热钢的焊接工艺要点 108
三、高合金耐热钢焊接生产案例 112
模块四珠光体钢与奥氏体型不锈钢的焊接 113
一、珠光体钢与奥氏体型不锈钢的焊接性 113
二、珠光体钢与奥氏体型不锈钢的焊接工艺要点 115
三、复合钢板的焊接特点 116
四、复合钢板焊接生产案例 119
【综合训练】 122
第六单元铸铁及其焊接工艺124
模块一铸铁的类型与性能 124
一、铸铁的种类及成分特点 124
二、铸铁的组织及性能 125
模块二灰铸铁的焊接 127
一、灰铸铁的焊接性 127
二、灰铸铁的焊接工艺要点 131
模块三球墨铸铁的焊接 140
一、球墨铸铁的焊接性 140
二、球墨铸铁的焊接工艺要点 140
【综合训练】 143
第七单元非铁金属材料及其焊接工艺145
模块一铝及铝合金的焊接 145
一、铝及铝合金的类型及性能特点 145
二、铝及铝合金的焊接性 154
四、铝及铝合金焊接生产案例-4m3纯铝容器的焊接 161
模块二铜及铜合金的焊接 162
一、铜及铜合金的类型与性能特点 162
二、铜及铜合金的焊接性 164
三、铜及铜合金的焊接工艺要点 166
四、铜及铜合金焊接生产案例--变压器调整机构铸铜件机头焊补 172
模块三钛及钛合金的焊接 173
一、钛及钛合金的类型与性能特点 173
二、钛及钛合金的焊接性 175
三、钛及钛合金的焊接工艺要点 176
四、钛及钛合金焊接生产案例-35mm钛制加热器的焊接 180
【综合训练】 181
附录A非合金钢及细晶粒钢焊条(摘自GB/T 5117-2012) 183
附录B不锈钢焊条(摘自GB/T 983-2012) 188
附录C热强钢焊条(摘自GB/T 5118-2012) 195
参考文献 20l 2100433B

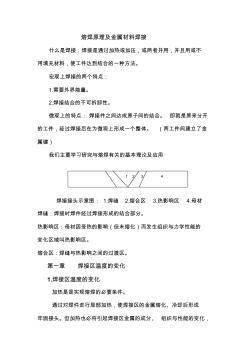 熔焊原理及金属材料焊接
熔焊原理及金属材料焊接
 《熔焊原理及金属材料焊接》教案
《熔焊原理及金属材料焊接》教案