哈尔滨交联电力电缆制造有限公司文献

 交联电力电缆
交联电力电缆
交联电力电缆
电力电缆在运行中不但长期承受电网电压, 而且还会经常遇到各 种过电压,如操作过电压、雷击过电压、故障过电压等。预防性试验 可以提前发现电力电缆的某些缺陷, 它是保证电缆安全运行的重要措 施之一。如果有关部门做预防性试验时,不按《电力设备预防性试验 规程》去试验,则起不到预防性试验作用,而且还会带来电力电缆隐 患。 一、预防性试验项目、方法和要求 根据中华人民共和国电力行业标准《电力设备预防性试验规程》 规定,交联聚乙烯绝缘电力电缆预防性试验需作如下试验项目。 1、电缆主绝缘绝缘电阻:用 2500 伏或 5000 伏兆欧表测量,读 取 1 分钟以后的数据,对于三芯电缆,当测量一根芯的绝缘电阻时, 应将其余二芯和电缆外皮一起接地。 运行中的电缆要充分放电后测量, 每次测量完都要采用绝缘工具进行放电, 以防止电击。绝缘电阻数值 自行规定。试验周期:重要电缆 1 年,一般电缆 3 年。 2、电缆外
 交联电力电缆外径
交联电力电缆外径
交联电力电缆外径
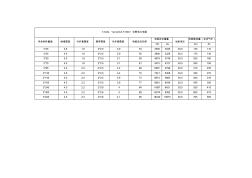
YJV22、YJLV22-8.7/10KV 交联电力电缆 导体标称截面 绝缘厚度 内护套厚度 钢带厚度 外护套厚度 电缆近似外径 电缆近似重量 试验电压 电缆载流量(在空气中) CU AL CU AL 3*25 4.5 1.6 2*0.5 2.9 53 3500 3035 30.5 145 110 3*35 4.5 1.6 2*0.5 2.9 55 3980 3329 30.5 175 130 3*50 4.5 1.8 2*0.5 3.1 58 4679 3748 30.5 205 160 3*70 4.5 1.8 2*0.5 3.1 61 5410 4107 30.5 255 195 3*95 4.5 2.0 2*0.5 3.4 66 6567 4799 30.5 310 235 3*120 4.5 2.0 2*0.5 3.4 70 7541 5308 30.5 350 27