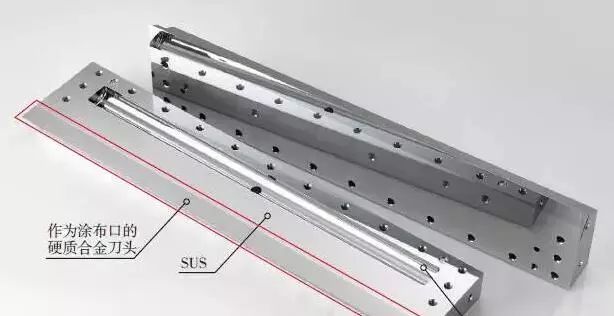
合金刀头文献

 硬质合金刀头型号
硬质合金刀头型号
硬质合金刀头型号
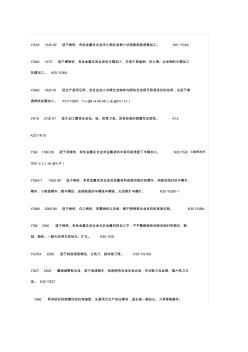
YG3X 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。 K01 YG3X YG6A 1370 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工 及精加工。 K05 YG6A YG6X 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普 通铸铁的精加工。 K10 YG6X 7 x/ @$ v4 K$ A$ L/ j& @5 b1 C+ ] YK15 2100 91 适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。 K15 K20 YK15 YG6 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。 K20 YG6 三维网技术 论坛 ' s/ ]; z: s& @% H' | YG6X-1 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削
 硬质合金刀头型号(20201029165349)
硬质合金刀头型号(20201029165349)
硬质合金刀头型号(20201029165349)
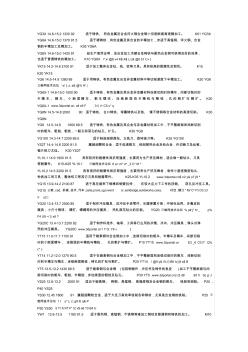
YG3X 14.6-15.2 1320 92 适于铸铁、 有色金属及合金淬火钢合金钢小切削断面高速精加工。 K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金 钢的半精加工及精加工。 K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果, 也适于普通铸铁的精加工。 K10 YG6X 7 x/ @$ v4 K$ A$ L/ j& @5 b1 C+ ] YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。 K15 K20 YK15 YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。 K20 YG6 三维网技术论坛 ' s/